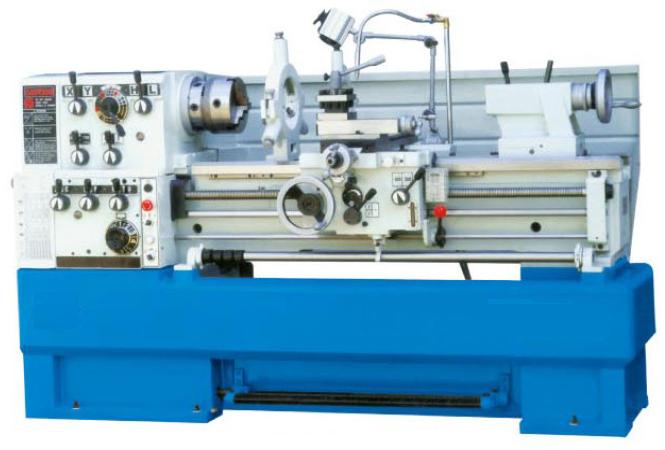
Mesin
bubut atau Lathe Mesin mempunyai fungsi untuk membentuk matrial beda yang
berbentuk bulat. Matrial yang bisa dikerjakan dengan mesin bubut bisa berupa
kayu, mild steel ( SS400), Carbon steel, Alumunium, stainless steel, brass,
bronze, teflon, PVC, PP atau matrial non logam lainnya. Proses pembubutan
bisasanya untuk membuat matrial berupa Shaft, Cylinder rod, tuba, pipa, Baut,
Mur, Pin atau yang lainnya yang berbentuk bulat.Mesin bubut banyak digunakan
oleh orang yang punya usaha bengkel permesinan ( machinning), bengkel alat
berat, bengkel las, bengkel automotif dan usaha kerajinan. Mesin bubut
pada dasarnya dibagi dalam beberapa jenis. Cara kerja mesin bubut sangat
sederhana sekali dimana benda kerja yang akan dibentuk di cekam oleh mesin dan
diputar kemudian pisau bubut yang bisanya dibuat dari bahan yang keras sekali digunakan
untuk mengurangi diameter dari benda kerja yang berputar tersebut.
Dalam
memilih mesin bubut yang perlu diperhatikan adalah jenis matrial yang akan
dibubut, diameter putaran dari benda kerja ( swing
over bed ) serta panjang maksimal dari benda kerja ( the
length to be held between centers ).
Mesin
bubut modern menawarkan berbagai kecepatan berputar dan teknik kerja untuk
secara manual dan otomatis memindahkan alat potong ke benda
kerja. Operator dan teknisi maintenance harus mengenal degan
baik mesin bubut dan cara operasinya untuk memudahkan pembuatan bagian-bagian
hasil kerja mesin bubut baik berupa parts maupun hasil fabrikasi.
Untuk
memudahkan identifikasi mesin bubut dibagi kedalam beberapa type yaitu
·
Wood Lathes : Jenis mesin bubut sederhana
adalah mesin bubut kayu. Seperti
namanya, ia dirancang untuk mengubah kayu. Mesin bubut kayu adalah mesin kecil yang terdiri dari bed,
headstock, tailstock dan tool rest.
·
Engine Lathes
·
Toolroom Lathe
·
Turret Lathe
·
CNC Lathes Computer numerically controlled lathes
·
Special Purpose Lathes
Mesin
Bubut berdasarkan fungsi komponen yang terintegrasi dalam mesin dapat dibagi
dalam bagian-bagian sebagai berikut :
·
Stand (or legs) atau yang disebut sebagai dudukan mesin bubut
sehingga posisi mesin bubut sesuai dengan tinggi dari operator mesin bubut dan
untuk mesin bubut besar bisanya dibuat dari besi cor dan stand ini harus cukup
kuat dan kokoh sehingga dapat meredam getaran mesin saat berputar.
Mesin Milling
Mesin milling adalah mesin yang paling mampu
melakukan banyak tugas bila dibandingkan dengan mesin perkakas yang lain. Hal
ini disebabkan karena selain mampu memesin permukaan datar maupun berlekuk
dengan penyelesaian dan ketelitian istimewa, juga berguna untuk menghaluskan
atau meratakan benda kerja sesuai dengan dimensi yang dikehendaki.
Mesin milling dapat menghasilkan permukaan bidang
rata yang cukup halus, tetapi proses ini membutuhkan pelumas berupa oli yang
berguna untuk pendingin mata milling agar tidak cepat aus.
Proses milling adalah proses yang menghasilkan chips (gram). Milling menghasilkan
permukaan yang datar atau berbentuk profil pada ukuran yang ditentukan dan
kehalusan atau kualitas permukaan yang ditentukan.
Proses kerja pada pengerjaan dengan
mesin milling dimulai dengan mencekam benda kerja, kemudian
dilanjutkan dengan pemotongan dengan alat potong yang
disebut cutter, dan akhirnya benda kerja akan berubah ukuran maupun
bentuknya.
Prinsip Kerja Mesin Milling
Tenaga untuk pemotongan berasal dari energi listrik yang
diubah menjadi gerak utama oleh sebuah motor listrik, selanjutnya gerakan utama
tersebut akan diteruskan melalui suatu transmisi untuk menghasilkan gerakan
putar pada spindel mesin milling. Spindel mesin milling adalah
bagian dari sistem utama mesin milling yang bertugas untuk memegang
dan memutar cutter hingga menghasilkan putaran atau gerakan
pemotongan. Gerakan pemotongan pada cutter jika dikenakan pada benda
kerja yang telah dicekam maka akan terjadi gesekan/tabrakan sehingga akan
menghasilkan pemotongan pada bagian benda kerja, hal ini dapat terjadi karena
material penyusun cutter mempunyai kekerasan diatas kekerasan benda
kerja.
Fungsi utama dari mesin bubut adalah untuk memegang dan
memutar benda kerja untuk melakukan operasi permesinan. Operasi permesinan yang
dimaksud termasuk bubut permukaan, pengeboran, me-reamer, membuat ulir/drat,
membubut lobang, bubut bertingkat, knurling dan banyak lagi.
Mesin bor adalah suatu jenis mesin perkakas pengerjaan logam
yang berfungsi untuk mengerjakan lobang.
Fungsi mesin bor adalah:
Membuat lobang
Membuat lobang bertingkat
Membesarkan lobang
Chamfer
Jenis-jenis mesin bor menurut macamnya:
Mesin bor meja
Mesin bor lantai
Mesin bor radial
Mesin bor koordinat
Mesin bor tangan
Sedangkan menurut kapasitasnya, mesin bor digolongkan atas:
Diameter terbesar lobang yang dapat dikerjakan
Jarak gerak poros maksimum turun naik
Jarak poros maksimum dengan meja mesin
Jarak terjauh antara tiang dengan poros mesin
Fungsi
Kikir
Kikir adalah alat yang digunakan untuk mempertajam suatu benda seperti Gergaji atau untuk memperhalus suatu benda kerja. Kikir terdapat beberapa bentuk antara lain : kikir persegi, kikir persegi panjang, kikir segitiga, kikir bulat, kikir setengah bulat, dan kikir lonjong.
Kontruksi Kikir
Mengkikir adalah suatu pekerjaan dalam proses pengikiran/pemotongan permukaan benda kerja oleh gigi gigi kikir. Kikir terbuat dari baja tempa yang mengandung karbon tinggi dan meliputi bagian bagian panjang pemotong bentuk dan gigi pemotong.
Kikir adalah alat yang digunakan untuk mempertajam suatu benda seperti Gergaji atau untuk memperhalus suatu benda kerja. Kikir terdapat beberapa bentuk antara lain : kikir persegi, kikir persegi panjang, kikir segitiga, kikir bulat, kikir setengah bulat, dan kikir lonjong.
Kontruksi Kikir
Mengkikir adalah suatu pekerjaan dalam proses pengikiran/pemotongan permukaan benda kerja oleh gigi gigi kikir. Kikir terbuat dari baja tempa yang mengandung karbon tinggi dan meliputi bagian bagian panjang pemotong bentuk dan gigi pemotong.
Spesifikasi Kikir
Ditinjaun dari bentuk permukaan kikir terdiri dari :
1. Kikir Kasar
2. Kikir Sedang
3. Kikir Halus
Kikir kasar
Kikir Kasar adalah kikir yang mempunyai permukaan kasar dan kegunaannya untuk mengikir benda kerja yang permukaannya masih kasar dan sama sekali belum dikikir.
Kikir Sedang
Kikir sedang adalah Kikir yang mempunyai permukaan sedang tidak terlalu kasar dan tidak terlalu halus. Kegunaanya untuk mengkikir benda kerja yang telah dikikir terlebih dahulu dengan kikir kasar.
Kikir Halus
Kikir Halus adalah kikir yang mempunyai permukaan halus dan kegunaannya untuk mengkikir benda kerja yang telah dihaluskan terlebih dahulu dengan kikir kasar dan kikir sedang. - Reviewer: Koko Koswara - ItemReviewed: Kikir dan Fungsinya
Kikir Kasar adalah kikir yang mempunyai permukaan kasar dan kegunaannya untuk mengikir benda kerja yang permukaannya masih kasar dan sama sekali belum dikikir.
Kikir Sedang
Kikir sedang adalah Kikir yang mempunyai permukaan sedang tidak terlalu kasar dan tidak terlalu halus. Kegunaanya untuk mengkikir benda kerja yang telah dikikir terlebih dahulu dengan kikir kasar.
Kikir Halus
Kikir Halus adalah kikir yang mempunyai permukaan halus dan kegunaannya untuk mengkikir benda kerja yang telah dihaluskan terlebih dahulu dengan kikir kasar dan kikir sedang. - Reviewer: Koko Koswara - ItemReviewed: Kikir dan Fungsinya
Gergaji merupakan alat perkakas yang berguna untuk memotong
benda kerja. Mesin gergaji merupakan mesin pertama yang menentukan proses lebih
lanjut. Dapat dimaklumi bahwa mesin ini memiliki kepadatan operasi yang relatif
tinggi pada bengkel-bengkel produksi.
Mesin-mesin gergaji memiliki konstruksi yang beragam sesuai dengan ukuran, bentuk dan jenis material benda kerja yang akan dipotong. Untuk itu dibutuhkan ketelitian seseorang agar bisa mengoperasikan gergaji itu sendiri dan dapat memotong benda kerja dengan baik dan benar
Gergaji adalah alat yang menggunakan logam pemotong yang keras atau kawat dengan tepi kasar untuk memotong bahan yang lebih lunak. Tepi logam pemotong terlihat bergerigi atau kasar. Gergaji dapat digunakan dengan tangan atau didukung listrik.
2.2 Macam macam tipe gergaji mesin;
1. Mesin gergaji bolak-balik (Hacksaw-Machine)
Mesin gergaji ini umumnya memiliki pisau gergaji dengan panjang antara 300 mm sampai 900 mm dengan ketebalan 1,25 mm sampai 3 mm dengan jumlah gigi rata-rata antara 1 sampai 6 gigi iper inchi dengan material HSS. Karena gerakkan yang bolak-balik, maka waktu yang digunakan untuk memotong adalah 50%.
2. Mesin gergaji piringan (Circular Saw)
Diameter piringan gergaji dapat mencapai 200 sampai 400 mm dengan ketebalan 0,5 mm dengan ketelitian gerigi pada keliling piringan memiliki ketinggian antara 0,25 mm sampai 0,50 mm. pada proses penggergajian ini selalu digunakan cairan pendingin. Toleransi yang dapat dicapai antara kurang lebih 0,5 mm sampai kurang lebih 1,5 mm. prinsip kerja gergaji circular menggunakan mata berupa piringan yang berputar ketika memotong
3. Mesin Gergaji Ukir (Jigsaw)
Jig Saw seringkali disebut gergaji ukir, karena memang jigsaw adalah sebuah alat yang dapat digunakan untuk memotong atau menggergaji (kebanyakan kayu) dengan bentuk apa saja mulai dari bentuk kurva yang melengkung-lengkung hingga yang lurus-lurus. Jadi kelebihan Jigsaw adalah dapat memotong dengan pola yang tidak lurus karena gergaji lain rata-rata hanya bisa memotong lurus-lurus saja. Prinsip kerjanya gergaji jigsaw bergerak naik turun saat memotong
4. Mesin Gergaji pita (Band Saw)
Mesin gergaji yang telah dijelaskan sebelumnya adalah gergaji untuk pemotong lurus. Dalam hal mesin gergaji pita memiliki keunikan yaitu mampu memotong dalam bentuk-bentuk tidak lurus atau lengkung yang tidak beraturan. Kecepatan pita gergajinya bervariasi antara 18 m/menit sampai 450 m/menit agar dapat memenuhi kecepatan potong dari berbagai jenis material benda kerja
2.3 Jenis jenis gergaji mesin;
1) Gergaji Tangan
Daun gergaji dibuat dari baja bermutu tinggi yang sangat keras,
sehingga ketajaman gerigi tidak selalu diruncingkan kembali. Untuk mengetahui spesifikasi gergaji, dapat dilihat pada daun gergaji di dekat tangkai pegangan, yang menyebutkan jumlah gigi perkepanjangan 25 mm.
2) Gergaji Pembelah
Gergaji pembelah adalah gergaji dengan gerigi dirancang untuk membelah kayu. Gergaji pembelah digunakan untuk menggergaji kayu searah jaringan serat kayu dan mempunyai 31/2 hingga 4 pucuk gigi pada setiap panjang 25 mm. Panjang daun antara 500 mm hingga 70 mm.
3) Gergaji Pemotong
Gergaji pemotong adalah gergaji dengan gerigi yang dirancang untuk memotong kayu. Jenis gergaji ini digunakan untuk menyayat/memotong melintang jaringan serat kayu dan tepi potongnya mempunyai 5 hingga 7 pucuk gigi pada setiap kepanjangan 25 mm. Panjang daun antara 550 mm hingga 700 mm. 23
2.4 Bagian bagian gergaji mesin
1. Tuas apit moncong untuk mengatur penjepit benda kerja
2. Moncong yang dapat digeser geserkan
3. Benda kerja yaitu logam besi
4. Daun gergaji unuk memotong benda kerja
5. Bingkai gergaji yaitu penahan daun gergaji
6. Hantaran bingkai gergaji
7. Pipa alat pendingin
8. Perkakas angkat
9. Tumpuan
10. Penampang tumpuan
11. Motor penggerak bagin ini adalah yang paling penting dikarenakan merupakan penggerak utama pada gergaji mesin
Mesin-mesin gergaji memiliki konstruksi yang beragam sesuai dengan ukuran, bentuk dan jenis material benda kerja yang akan dipotong. Untuk itu dibutuhkan ketelitian seseorang agar bisa mengoperasikan gergaji itu sendiri dan dapat memotong benda kerja dengan baik dan benar
Gergaji adalah alat yang menggunakan logam pemotong yang keras atau kawat dengan tepi kasar untuk memotong bahan yang lebih lunak. Tepi logam pemotong terlihat bergerigi atau kasar. Gergaji dapat digunakan dengan tangan atau didukung listrik.
2.2 Macam macam tipe gergaji mesin;
1. Mesin gergaji bolak-balik (Hacksaw-Machine)
Mesin gergaji ini umumnya memiliki pisau gergaji dengan panjang antara 300 mm sampai 900 mm dengan ketebalan 1,25 mm sampai 3 mm dengan jumlah gigi rata-rata antara 1 sampai 6 gigi iper inchi dengan material HSS. Karena gerakkan yang bolak-balik, maka waktu yang digunakan untuk memotong adalah 50%.
2. Mesin gergaji piringan (Circular Saw)
Diameter piringan gergaji dapat mencapai 200 sampai 400 mm dengan ketebalan 0,5 mm dengan ketelitian gerigi pada keliling piringan memiliki ketinggian antara 0,25 mm sampai 0,50 mm. pada proses penggergajian ini selalu digunakan cairan pendingin. Toleransi yang dapat dicapai antara kurang lebih 0,5 mm sampai kurang lebih 1,5 mm. prinsip kerja gergaji circular menggunakan mata berupa piringan yang berputar ketika memotong
3. Mesin Gergaji Ukir (Jigsaw)
Jig Saw seringkali disebut gergaji ukir, karena memang jigsaw adalah sebuah alat yang dapat digunakan untuk memotong atau menggergaji (kebanyakan kayu) dengan bentuk apa saja mulai dari bentuk kurva yang melengkung-lengkung hingga yang lurus-lurus. Jadi kelebihan Jigsaw adalah dapat memotong dengan pola yang tidak lurus karena gergaji lain rata-rata hanya bisa memotong lurus-lurus saja. Prinsip kerjanya gergaji jigsaw bergerak naik turun saat memotong
4. Mesin Gergaji pita (Band Saw)
Mesin gergaji yang telah dijelaskan sebelumnya adalah gergaji untuk pemotong lurus. Dalam hal mesin gergaji pita memiliki keunikan yaitu mampu memotong dalam bentuk-bentuk tidak lurus atau lengkung yang tidak beraturan. Kecepatan pita gergajinya bervariasi antara 18 m/menit sampai 450 m/menit agar dapat memenuhi kecepatan potong dari berbagai jenis material benda kerja
2.3 Jenis jenis gergaji mesin;
1) Gergaji Tangan
Daun gergaji dibuat dari baja bermutu tinggi yang sangat keras,
sehingga ketajaman gerigi tidak selalu diruncingkan kembali. Untuk mengetahui spesifikasi gergaji, dapat dilihat pada daun gergaji di dekat tangkai pegangan, yang menyebutkan jumlah gigi perkepanjangan 25 mm.
2) Gergaji Pembelah
Gergaji pembelah adalah gergaji dengan gerigi dirancang untuk membelah kayu. Gergaji pembelah digunakan untuk menggergaji kayu searah jaringan serat kayu dan mempunyai 31/2 hingga 4 pucuk gigi pada setiap panjang 25 mm. Panjang daun antara 500 mm hingga 70 mm.
3) Gergaji Pemotong
Gergaji pemotong adalah gergaji dengan gerigi yang dirancang untuk memotong kayu. Jenis gergaji ini digunakan untuk menyayat/memotong melintang jaringan serat kayu dan tepi potongnya mempunyai 5 hingga 7 pucuk gigi pada setiap kepanjangan 25 mm. Panjang daun antara 550 mm hingga 700 mm. 23
2.4 Bagian bagian gergaji mesin
1. Tuas apit moncong untuk mengatur penjepit benda kerja
2. Moncong yang dapat digeser geserkan
3. Benda kerja yaitu logam besi
4. Daun gergaji unuk memotong benda kerja
5. Bingkai gergaji yaitu penahan daun gergaji
6. Hantaran bingkai gergaji
7. Pipa alat pendingin
8. Perkakas angkat
9. Tumpuan
10. Penampang tumpuan
11. Motor penggerak bagin ini adalah yang paling penting dikarenakan merupakan penggerak utama pada gergaji mesin
2.5 Cara kerja gergaji mesin
Mengukur benda kerja yang akan dipotong dengan menggunakan sketmatchØ
Setelah diukur benda kerja ditandai dengan penggoresØ
Cek kondisi gergaji apakah masih bisa digunakan dengan baik dan amanØ
Setelah itu pasang benda kerja pada ragam gergaji mesinØ
Tepatkan bagian yang digores ada benda kerja dengan mata gergaji untuk memperoleh hasil yang diinginkan dan diikatkan dengan pengunciØ
Atur dengan kecepatan tertentu agar hasilnya lebih baikØ
Setelah itu nyalakan mesin gergaji dengan menekan tombol ONØ
Setelah benda kerja tersebut putus matikan gergaji dengan menekan tombol OFFØ
Untuk proses finishing kita diamkan sebentar dan dicelupakan kedalam air utuk mengurangi suhu pada benda kerja tersebutØ
2.6 Perawatan Gergaji.
Pengikiran Rapi pada gergaji
Gunakan kikir gergaji tirus untuk merapikan gigi gergaji.Ø
Lakukan pengikiran rapi, tangan kiri memegang ujung kikir dan tangan kanan memegang tangkai kikir.Ø
Jepitlah daun gergaji pada ragum khusus penjepit daun gergaji.Ø
Ratakan mata gergaji menggunakan kikir, dengan bantuan blok dari kayu.Ø
Jika semua pucuk gigi sudah berada dalam satu garis lurus maka setiap gigi akan menunjukkan permukaan rata pada puncaknyaØ
Pengasahan Gigi Gergaji
Jepitlah daun gergaji pada klam khusus.Ø
Kikirlah gigi gergaji secara berselang-seling hingga mempunyai sudut yang tepat, diukur dari sisi daun gergaji. Untuk gergaji pemotong sudut asah 45° dan untuk gergaji pembelah 90°.Ø
Lakukan pengasahan dari tangkai pegangan menuju ujung daun gergajiØ
Apabila setiap gigi yang berselangan sudah ditajamkan, baliklah daun gergaji dalam ragum, dan tajamkan gigi gergaji yang belum ditajamkan dengan cara yang sama seperti pada awal pengasahan.Ø
Pengikiran Rapi pada gergaji
Gunakan kikir gergaji tirus untuk merapikan gigi gergaji.Ø
Lakukan pengikiran rapi, tangan kiri memegang ujung kikir dan tangan kanan memegang tangkai kikir.Ø
Jepitlah daun gergaji pada ragum khusus penjepit daun gergaji.Ø
Ratakan mata gergaji menggunakan kikir, dengan bantuan blok dari kayu.Ø
Jika semua pucuk gigi sudah berada dalam satu garis lurus maka setiap gigi akan menunjukkan permukaan rata pada puncaknyaØ
Pengasahan Gigi Gergaji
Jepitlah daun gergaji pada klam khusus.Ø
Kikirlah gigi gergaji secara berselang-seling hingga mempunyai sudut yang tepat, diukur dari sisi daun gergaji. Untuk gergaji pemotong sudut asah 45° dan untuk gergaji pembelah 90°.Ø
Lakukan pengasahan dari tangkai pegangan menuju ujung daun gergajiØ
Apabila setiap gigi yang berselangan sudah ditajamkan, baliklah daun gergaji dalam ragum, dan tajamkan gigi gergaji yang belum ditajamkan dengan cara yang sama seperti pada awal pengasahan.Ø
1.
1. Menghidupkan mesin
Langkah
operasional yang di lakukan untuk menghidupkan mesin CNC TU-3A ialah dengan
memutar saklar utama mesin ke kanan (angka 1) pada kedudukan ON, dan lampu
indikator arus masuk akan menyala.
Gambar 2.1 menghidupkan mesin

1. Memutar dan menyetel kecepatan spindel
Untuk
memutar spindel utama mesin putar saklar ON spindel untuk operasi mesin CNC
secara manual, setelah spindel utama mesin berputar atur kecepatan putar
spindel mesin dengan memutar knob pengatur kecepatan spindel mesin sesuai
dengan
Gambar 2.2 Menyetel Kecepatan Spindel
kecepatan
yang di inginkan, apabila knob di putar searah jarum
jam
maka kecepatan putar spindel mesin semakin besar.
1. Menggeser pisau
a. Sistem Persumbuan
Sistem
persumbuan distandarkan untuk berbagai permesinan berdasarkan ISO 841 dan DIN
66217 dengan dasar sistem koordinat cartesian. Untuk memudahkan penunjukan
persumbuan mesin CNC TU-3A (tegak), operator berhadapan dengan mesin, lalu buka
jari-jari tangan kanan (kaidah tangan kanan) seperti pada gambar berikut.

Gambar 2.3 Sistim persumbuan kaidah tangan kanan
Gambar
di bawah ini menunjukan berbagai sistem persumbuan untuk mesin frais vertikal
(tegak)
Pada
mesin frais jenis ini kepala fairs dan pisau bergerak secara vertikal dan benda
kerja yang terpasang di atas meja melaksanakan gerakan melintang dan memanjang.
Gambar 2.4 Sistem persumbuan mesin frais vertikal
(alat potong yang bergerak)
Pada
mesin frais jenis kedua ini kepala mesin frais dan pisaunya diam tidak
melakukan gerakan vertikal dan benda kerja yang terpasang di atas meja
melaksanakan gerakan melintang dan memanjang.
Gambar 2.5 Sistem Persumbuan Mesin frais vertikal
(meja mesin yang bergerak)
a. Menyetel kecepatan pemakanan/ingsutan (feeding/F)
kemampuan
alat potong melakukan penyayatan bahan Kecepatan pemakanan/ingsutan berkenaan
dengan dalam setiap satu menit yang di pengaruhi oleh :
1. Bahan benda kerja/bahan pisau
2. Kondisi mesin
3. Geometri mata pisau frais
Untuk
menentukan besarnya kecepatan pemakanan mesin dapat di lakukan dengan dua cara
yaitu dengan rumus menghitung besarnya kecepatan pemakanan :
|
F=n x f x s
|
Keterangan :
F =
Kecepatan pemakanan (mm/menit)
n =
jumlah mata sayat
f =
lebar penyayatan
s =
Kecepatan putar spindel mesin
atau
dapat juga menggunakan tabel hubungan kedalaman pemotongan,diameter pisau dan
kecepatan sayat seperti gambar di bawah ini.
Pengefraisan
Dalamnya
pemotongan-Diameter alat potong – Asutan

Pemboran
Diameter
batang bor – Asutan
Contoh
:
Bahan
benda kerja aluminium, bahan pisau HSS, kedalaman pemotongan (t) = 10 mm dan diameter pisau (d) = 10 mm, maka
kecepatan pemakanan (F) yang sesuai = 60 mm/men. Untuk mengatur kecepatan
pemakanan secara manual : putarlah knob pengatur kecepatan pemakanan searah
jarum jam untuk memperbesar kecepatan pemakanan dan ke kiri untuk memperkecil
kecepatan pemakanan.

Gambar 2.6 Menyetel feedin
b. Menggeser eretan secara bebas
Untuk
melakukan perlintasan secara cepat pada mesin CNC TU-3A di lakukan dengan cara
menekan tombol pelintas cepat tombol
ini ditekan bersamaan dengan salah satu tombol penggerak
eretan pada arah relatif, yaitu tombol
c. Menggeser eretan secara terukur
Untuk
melakukan penggeseran eretan secara terukur pada mesin CNC TU-3A dilakukan
dengan cara menekan tombol penggerak eretan pada arah relatif, yaitu tombol : -X -Y -Z +X +Y +Z untuk melihat besaran pergerakan eretan yang di butuhkan dapat dilihat
pada monitor mesin, apabila penggeseran sesuai dengan yang di inginkan hentikan
penekanan tombol arah relatif pada panel pengendali.
4. Memasang/melepas pisau jari pada pemegang (holder)
Untuk
memasang pisau fraisjari pada holder,lakukan-langkah berikut :
a. Siapkan kolet untuk mencekam pisau pada holder.
b. Letakan kolet ke dalam rumah/mur.
c. Masukkan mur pengencang dengan posisi miring sedemikian
rupa,sehingga bagian eksentrik masuk
kedalam alur kolet.
d. Masukkan mur pengencang dengan koletnya ke ujung holder.
e. Masukan alat potong kedalam kolet dan kencangkan mur
dengan pen silindris searah jarum jam.
Untuk
melepas pisau frais jari dan holdernya,lakukan langkah berikut :
a. Putar berlawanan jarum jam mur pengencang
b. Setelah mur pengencang di kendorkan, cabut alat potong
dari kolet.

Gambar 2.7 memasang pisau jari
5. Memasang/melepas holder pada sumbu utama
Lakukan
langkah berikut ini untuk memasang holder pada spindel utama mesin :
|
Gambar
2.8 memasang holder
 |
a. Putar
handel penetap holder searah jarum jam untuk membuka pen penetap spindel
b. Masukkan holder ke
dalam lubang spuindel.
c. Putar
holder bolak-balik untuk menetapkan kedudukan alur holderpada
pen penetap.
d. Setelah
kedudukan pen penetap pada spindel masuk ke dalam alur holderlepas
kembali hendel penetap sehinggaholder terkunci secara otomatis
|
1. Mengefrais
benda kerja secara manual
Apabila
akan melakukan pengefraisan secara manual dengan diameter pisau frais 10 mm,
maka lakukan langkah-langkah penyetelan nol benda kerja sebagai berikut:
a. Gerakkan pisau frais pada arah –Z sampai sedikit
menggores permukaan benda kerja, lalu tekan tombol INP dua kali, maka sajian Z
pada layar monitor menunjukan angka 0).
Gambar 2.9 Gerakkan Pisau ke Arah Z
b. Gerakkan pisau pada arah X sampai sedikit menggores sisi
benda kerja, lalu tekan tombol INP dua kali, maka sajian X pada layar monitor
menunjukan angka 0).
Gambar 2.10 Gerakkan pisau ke Arah X
c. Goreskan sisinya pada arah Y, lalu tekan tombol INP dua
kali, maka sajian Y pada layar monitor menunjukan angka 0).
Gambar 2.11 gerakkan Pisau ke Arah Y
d. Gerakkan pisau frais ke arah Y, setelah sajian menunjukan
nol.
Gambar 2.10 Gerakkan Pisau frais
Setelah
langkah di atas, isilah terlebih dahulu data berikut:
|
Kecepatan
put. Spindel (put/men)
|
...........................
|
|
Ingsutan
F (mm/men)
|
...........................
|
|
Lebar
X (mm)
|
..........................
|
|
Kedalaman
z (mm)
|
...........................
|
Perhatikan
penyetelan ingsutan secara
benar
Gambar 2.11 Skema Gerakkan Pengfraisan Manual
2. Pengoperasian
Manual
|
Sajian
Setlah
menghidupkan mesin, sajian menunjukan 0. lampu-lampu X, Y, Z menyala
Jika
anda menggerakkan kearah X,
lampu X menyala. Jika anda melepas jari dari tombol, jarak gerakannya
ditunjukan dalam 1/100 mm pada VDU. Dengan jarak 2,45 mm. Sajian menunjukan
245
Jika
anda menekan tombol Z, nyala meloncat ke lampu Z. Setelah anda mengangkat
jari dari tombol, jarak gerakan muncul (dengan 6,28 mm akan muncul 628).
Tanda
minus pada sajian.
|
Monitor
Jika
anda menghidupkan mesin, layar menunjukan nol untuk X, Y, Z
Dengan
pengecualian gerakkan cepat, penunjukan memperlihatkan terus menerus dalam
langkah 0,5 mm.
|
1. menyetel posisi start pisau jari ( PST = position of
setting tool / start point )
langkah
penyetelan posisi start pisau jari dapat dilakukan sebagai berikut :
|
a. sajian
harus menunjukan nol pisau frais berada pada titik yang ditentukan ( Y=0, Z
=0), lakukan penyetelan pisau agar sajikan X, Y, Z berada pada titik nol
b. geser
posisi pisau pada sisi X dengan jarak 22,15 dengan prosedur :
1) lampu
X pada sajian menyala
2) tekan
INP – lampu X
berkedip
3) masukan
nilai
(
tanpa tanda +/-, sebab pisau frais dengan geraqkan arah + harus nol )
4) tekan
tombol INP, maka kedipan lampu X akan berhenti.
c. masukan
nilai Y dan Z dengan cara yang sama.
|
Gambar
2.13 Langkah Menyetel PST
Untuk
penyetelan posisi start pisau jari dengan metoda pelayanan manual dilakukan
dengan cara berikut :
|
a. goreskan
pisau pada permukaan
benda kerja, lalu setel sajian Z=0
b. goreskan
sisi pisau pada sisi benda kerja arah X, lalu masukan nilai radius pisau
frais (r).
c. goreskan
sisi pisau pada sisi benda kerja arah Y, lalu masukan nilai radius pisau
frais (r).
|
Gambar 2.13 Penyetelan posisi start pisau
1. Memuat ( entry ) data program CNC ke mesin
a. fungsi tombol – tombol penyunting ( edit )
Gambar 2.14 Tombol penyunting
Keterangan
gambar :
1. Tombol angka
2. Tombol tanda minus, untuk memasukan nilai minus, tombol
minus harus ditekan setelah memasukan angka.
3. Tombol INPUT, untuk menyimpan data
4. Tombol DEL, untuk menghapus
5. Tombol FWD,untuk program melompat maju blok demi blok
6. Tombol REV, untuk program melompat mundur blok demi blok
7. Tombol panah , untuk sajian melompat per alamat
8. Tombol M, untuk memesukan fungsi lain
b. memuat/memasukan program
Gambar 2.15 Memasukan program
Memasukan
program pada mesin CNC TU-3A dengan cara menggunakan tombol penyunting yang
dapat dilakukan dengan dua cara, yaitu :
a. Dari disket
Langkah-langkah
memasukan program melalui disket adalah sebagai berikut :
§ Masukan disket kedalam program melalui disket adalah
pengendali
§ Memasukan data G65 tekan INP sebanyak dua kali
§ Pilih nomor program tekan INP
b. Secara manual
Untuk
memasukkan program secara manual dengan menggunakan tombol penyunting
§ Tombol angka 0-9
§ Tombol tanda minus, untuk memasukan nilai minus, tombol –harus
ditekan setelah memasukkan angka
§ Tombol INPUT, untuk menyimpan data
§ Tombol DEL, untuk menghapus
§ Tombol FWD, untuk program melompat maju blok demi blok
§ Tombol REV, untuk program melompat mundur blok demi blok
§ Tombol panah, untuk sajian melompat per alamat
§ Tombol M, untuk memasukan fungsi lain
2. Mematikan
mesin
Setelah
mesin digunakan, maka langkah yang penting kemudian ialah mematikan mesin.
Langkah mematikan mesin sesuai dengan prosedur merupakan salah satu bagian dari
pemeliharaan.
Sebelum
mematikan tombol power listrik pada mesin, terlebih dulu lakukan pemutusan
arus listrik pada motor step dengan langkah :
a. Aktifkan
pelayanan mesin CNC dengan menekan tombol H/C
b. Tekan
tombol panah untuk mengaktifkan alamat G
c. Tekan
tombol angka 6dan 4 dalam alamat G tersebut
d. Tetapkan
kombinasi angka tersebut dengan menekan tombol INP
e. Kembali
ke pelayanan manual dengan menekan tombol H/C
Gambar
motor listrik sudah tidak nampak lagi pada layar monitor.
Setelah
langkah di atas selesai dilakukan, kemudian matikan saklar utama mesin.
1. Cara pertama, Pergeseran Center
Kerja Persiapan :
Kerja Persiapan :
Tentukan putaran mesin
Persiapkan pahat kasar, muka, dan pahat finishing
Kotak kunci (tool box)
Pemasangan benda kerja
Pemasangan dan penyetelan pahat bubut.

Langkah Kerja :
Bubut permukaan benda kerja dengan pahat kasar
mendekati diameter terbesar dan panjang yang diinginkan.
Bubut bagian muka benda kerja (dua muka) untuk menentukan
sisi penandaan pergeseran senter.
Buat pergeseran senternya pada dua sisi penampang benda
kerja

Tempatkan benda kerja dengan penjepitan dua senter
Bubut diameter luar sampai dengan ukuran diameter terbesar
yang diinginkan
Ganti penjepitan benda kerja dengan senter yang kedua
Bubut bagian eksentriknya
Periksa kebenaran dimensi poros eksentrik yang dibuat
2. Cara kedua, Chuck Kepala Empat (Independent Chuck)
Kerja persiapan
Kerja persiapan
Tentukan putaran mesin
Persiapkan pahat kasar, muka, dan pahat finishing
Kotak kunci (tool box)
Pemasangan benda kerja
Pemasangan dan penyetelan pahat bubut.

Langkah Kerja :
Bubut permukaan benda kerja dengan pahat kasar mendekati
diameter terbesar dan panjang yang diinginkan.
Bubut bagian muka benda kerja (dua muka) untuk menentukan
sisi penandaan pergeseran senter.
Buat pergeseran senternya pada satu sisi penampang benda
kerja
Tempatkan benda kerja pada chuck empat, atur sesuai
posisi senter utama
Bubut benda kerja sesuai dimensi yang diinginkan
Atur benda kerja dengan merubah posisi penjepitan sesuai
sumbu eksentriknya, gunakan pointer untuk membantu pergeserannya.
Bubut bagian eksentriknya
Periksa kebenaran dimensi poros eksentrik yang dibuat
*Mesin las ada dua macam, yaitu:
1. mesin las D.C (direct current – mesin las arus searah)
2. mesin las A.C (alternating current – mesin las arus bolak-balik)
Pemasangan kabel skunder, pada mesin las D.C dapat diatur / dibuat menjadi DCSP atau DCRP.
- bila kabel elektroda dihubungkan kekutub negative mesin, dan kabel masa dihubungkan kekutub positif maka disebut hubungan polaritas lurus (D.C.S.P)
Pada hubungan D.C.S.P, panas yang timbul, sepertiga memanaskan elektroda dan dua pertiga memanaskan benda kerja.
Berarti benda kerja menerima panas lebih banyak dari elektroda.
- bila kabel elektroda dihubungkan kekutub positif mesin, dan kabel masa dihubungkan kekutub negative maka disebut hubungan polaritas terbaik (D.C.R.P)
catatan:
DCSP = direct current straight polarity
DCRP = direct current revers polarity
- pada hubungan D.C.R.P, panas yang timbul, dua pertiga memanaskan elektroda dan sepertiga memanaskan benda kerja. Berarti elektroda menerima panas yang lebih banyak dari benda kerja
- kapan dipergunakan D.C.R.P, tersebut?
Ini tergantung pada :
- bahan benda kerja
- posisi pengelasan
- bahan dan salutan elektroda
- penembusan yang diinginkan
Pada mesin las A.C, kabel masa dan kabel elektroda dapat dipertukarkan tanpa mempengaruhi perubahan panas yang timbul pada busur nyala.
Keuntungan-keuntungan pada mesin D.C antara lain:
- busur nyala stabil
- dapat menggunakan elektroda bersalut dan tidak bersalut
- dapat mengelas pelat tipis dalam hubungan DCRP
- dapat dipakai untuk mengelas pada tempat-tempat yang lembab dan sempit
Keuntungan-keuntungan pada mesin A.C, antara lain:
- busur nyala kecil, sehingga memperkecil kemungkinan timbunya keropos pada rigi-rigi las
- perlengkapan dan perawatan lebih murah
Besar arus dalam pengelasan dapat diatur dengan alat penyetel, dengan jalan memutar handle menarik atau menekan, tergantung pada konstruksinya.
Besar ampere yang dihasilkan mesin dapat dilihat pada skala ampere.
A. Penyetelan
Terutama untuk benda-benda yang besar, diperlukan perangkaian yang baik untuk mempermudah penyetelan kampuh. Selain itu kemungkinan perubahan bentuk yang terjadi akibat panas selama pengelasan berlangsung dapat dihindarkan / dikurangi. Untuk itu diperlukan terutama:
- kelem C
- pasak
- baut
- jembatan
- rantai
- dan sebagainya
Dalam memanjang kampuh, benda kerja harus dibiarkan supaya dapat memuai dengan bebas.
Untuk menyetel / mengepas dua ujung plat yang telah dirol, atau plat datar dipergunakan:
- kelem C
- rantai
- pasak
Untuk menyetel sambungan siku dipergunakan kelem siku dan pasak.
Menyetel dengan memakai baut dan kelem datar.
Cara menyetel jarak kampuh (kampuh V terbuka/ V tertutup) dengan memakai baut.
Cara menyetel/meluruskan sambungan dengan memakai pasak. Untuk mengatasi pelentingan pelat.
Untuk menarik benda kerja ke posisi yang diinginkan dengan memakai baut, sebelum maupun selama mengelas.
Cara menekan benda ke posisi yang diinginkan dengan memakai pasak, sebelum maupun selama mengelas.
B. Mengatur Tegangan
Pada mesin las modern, tegangan pengelasan dapat diatur sesuai dengan kebutuhan.
Mesin las umumnya mempunyai tegangan 60 – 80 Volt sebelum terjadi busur nyala. Tegangan ini disebut tegangan terbuka atau tegangan atau tegangan pembakar.
Bila busur nyala telah terjadi (sedang mengelas) maka tegangan turun menjadi 20 – 40 Volt. Ini dinamakan tegangan kerja. Tegangan kerja disesuikan dengan diameter elektroda.
Untuk elektroda: 1,5 – 5,5 mm tegangan kerja 20 – 30 Volt.
Untuk elektroda: 4,5 – 6,4 mm tegangan kerja 30 – 40 Volt.
C. Mengatur Ampere
Arus pengelasan ditentukan oleh: diameter elektroda, tebal bahan, jenis elektroda dan posisi pengelasan.
Pengaturan arus dilakukan dengan memutar handel atau knop.
Arus pengelasan yang dipakai dapat dilihat/ dibaca pada skala arus, yang terdapat pada mesin las.
Perkiraan arus yang dipakai untuk mengelas, dapat dilihat pada table yang tertera pada setiap bungkus elektroda, misalnya sebagai berikut:
diameter (mm) x panjang daerah polaritas arus elektroda (A)
2,6 x 350 45 – 95 Ac atau Dc
1. mesin las D.C (direct current – mesin las arus searah)
2. mesin las A.C (alternating current – mesin las arus bolak-balik)
Pemasangan kabel skunder, pada mesin las D.C dapat diatur / dibuat menjadi DCSP atau DCRP.
- bila kabel elektroda dihubungkan kekutub negative mesin, dan kabel masa dihubungkan kekutub positif maka disebut hubungan polaritas lurus (D.C.S.P)
Pada hubungan D.C.S.P, panas yang timbul, sepertiga memanaskan elektroda dan dua pertiga memanaskan benda kerja.
Berarti benda kerja menerima panas lebih banyak dari elektroda.
- bila kabel elektroda dihubungkan kekutub positif mesin, dan kabel masa dihubungkan kekutub negative maka disebut hubungan polaritas terbaik (D.C.R.P)
catatan:
DCSP = direct current straight polarity
DCRP = direct current revers polarity
- pada hubungan D.C.R.P, panas yang timbul, dua pertiga memanaskan elektroda dan sepertiga memanaskan benda kerja. Berarti elektroda menerima panas yang lebih banyak dari benda kerja
- kapan dipergunakan D.C.R.P, tersebut?
Ini tergantung pada :
- bahan benda kerja
- posisi pengelasan
- bahan dan salutan elektroda
- penembusan yang diinginkan
Pada mesin las A.C, kabel masa dan kabel elektroda dapat dipertukarkan tanpa mempengaruhi perubahan panas yang timbul pada busur nyala.
Keuntungan-keuntungan pada mesin D.C antara lain:
- busur nyala stabil
- dapat menggunakan elektroda bersalut dan tidak bersalut
- dapat mengelas pelat tipis dalam hubungan DCRP
- dapat dipakai untuk mengelas pada tempat-tempat yang lembab dan sempit
Keuntungan-keuntungan pada mesin A.C, antara lain:
- busur nyala kecil, sehingga memperkecil kemungkinan timbunya keropos pada rigi-rigi las
- perlengkapan dan perawatan lebih murah
Besar arus dalam pengelasan dapat diatur dengan alat penyetel, dengan jalan memutar handle menarik atau menekan, tergantung pada konstruksinya.
Besar ampere yang dihasilkan mesin dapat dilihat pada skala ampere.
A. Penyetelan
Terutama untuk benda-benda yang besar, diperlukan perangkaian yang baik untuk mempermudah penyetelan kampuh. Selain itu kemungkinan perubahan bentuk yang terjadi akibat panas selama pengelasan berlangsung dapat dihindarkan / dikurangi. Untuk itu diperlukan terutama:
- kelem C
- pasak
- baut
- jembatan
- rantai
- dan sebagainya
Dalam memanjang kampuh, benda kerja harus dibiarkan supaya dapat memuai dengan bebas.
Untuk menyetel / mengepas dua ujung plat yang telah dirol, atau plat datar dipergunakan:
- kelem C
- rantai
- pasak
Untuk menyetel sambungan siku dipergunakan kelem siku dan pasak.
Menyetel dengan memakai baut dan kelem datar.
Cara menyetel jarak kampuh (kampuh V terbuka/ V tertutup) dengan memakai baut.
Cara menyetel/meluruskan sambungan dengan memakai pasak. Untuk mengatasi pelentingan pelat.
Untuk menarik benda kerja ke posisi yang diinginkan dengan memakai baut, sebelum maupun selama mengelas.
Cara menekan benda ke posisi yang diinginkan dengan memakai pasak, sebelum maupun selama mengelas.
B. Mengatur Tegangan
Pada mesin las modern, tegangan pengelasan dapat diatur sesuai dengan kebutuhan.
Mesin las umumnya mempunyai tegangan 60 – 80 Volt sebelum terjadi busur nyala. Tegangan ini disebut tegangan terbuka atau tegangan atau tegangan pembakar.
Bila busur nyala telah terjadi (sedang mengelas) maka tegangan turun menjadi 20 – 40 Volt. Ini dinamakan tegangan kerja. Tegangan kerja disesuikan dengan diameter elektroda.
Untuk elektroda: 1,5 – 5,5 mm tegangan kerja 20 – 30 Volt.
Untuk elektroda: 4,5 – 6,4 mm tegangan kerja 30 – 40 Volt.
C. Mengatur Ampere
Arus pengelasan ditentukan oleh: diameter elektroda, tebal bahan, jenis elektroda dan posisi pengelasan.
Pengaturan arus dilakukan dengan memutar handel atau knop.
Arus pengelasan yang dipakai dapat dilihat/ dibaca pada skala arus, yang terdapat pada mesin las.
Perkiraan arus yang dipakai untuk mengelas, dapat dilihat pada table yang tertera pada setiap bungkus elektroda, misalnya sebagai berikut:
diameter (mm) x panjang daerah polaritas arus elektroda (A)
2,6 x 350 45 – 95 Ac atau Dc
Jenis-jenis mesin bor menurut macamnya:
1. Mesin
bor meja
2. Mesin
bor lantai
3. Mesin
bor radial
4. Mesin
bor koordinat
5. Mesin
bor tangan
Sedangkan menurut kapasitasnya, mesin bor
digolongkan atas:
1. Diameter
terbesar lobang yang dapat dikerjakan
2. Jarak
gerak poros maksimum turun naik
3. Jarak
poros maksimum dengan meja mesin
4. Jarak
terjauh antara tiang dengan poros mesin
JENIS-JENIS MESIN BOR
1. 1. Mesin Bor Meja
Mesin bor meja adalah mesin bor yang diletakkan
diatas meja. Mesin ini digunakan untuk membuat lobang benda kerja dengan
diameter kecil (terbatas sampai dengan diameter 16 mm). Prinsip kerja mesin bor
meja adalah putaran motor listrik diteruskan ke poros mesin sehingga poros
berputar. Selanjutnya poros berputar yang sekaligus sebagai pemegang mata bor
dapat digerakkan naik turun dengan bantuan roda gigi lurus dan gigi rack yang dapat
mengatur tekanan pemakanan saat pengeboran.
Gambar 1. Mesin Bor Meja
1. 2. Mesin Bor Lantai
Mesin bor lantai adalah mesin bor yang dipasang
pada lantai. Mesin bor lantai disebut juga mesin bor kolom. Jenis lain mesin
bor lantai ini adalah mesin bor yang mejanya disangga dengan batang pendukung.
Mesin bor jenis ini biasanya dirancang untuk pengeboran benda-benda kerja yang
besar dan berat.
Gambar 2. Mesin Bor Lantai
1. 3. Mesin Bor Radial
Mesin bor radial khusus dirancang untuk
pengeboran benda-benda kerja yang besar dan berat. Mesin ini langsung dipasang
pada lantai, sedangkan meja mesin telah terpasang secara permanen pada landasan
atau alas mesin.
Gambar 3. Mesin Bor Radial
1. 4. Mesin Bor Koordinat
Mesin bor koordinat pada dasarnya sama
prinsipnya dengan mesin bor sebelumnya. Perbedaannya terdapat pada sistem
pengaturan posisi pengeboran. Mesin bor koordinat digunakan untuk
membuat/membesarkan lobang dengan jarak titik pusat dan diameter lobang antara
masing-masingnya memiliki ukuran dan ketelitian yang tinggi. Untuk mendapatkan
ukuran ketelitian yang tinggi tersebut digunakan meja kombinasi yang dapat
diatur dalam arah memanjang dan arah melintang dengan bantuan sistem optik.
Ketelitian dan ketepatan ukuran dengan sisitem optik dapat diatur sampai
mencapai toleransi 0,001 mm.
Gambar 4. Mesin Bor Koordinat
PEMEGANG MATA BOR
1. 1. Cekam Bor
Cekam bor digunakan untuk memegang mata bor
bertangkai silindris. Biasanya cekam ini mempunyai 2 atau 3 rahang penjepit.
Ukuran cekam bor ditunjukkan oleh diameter terbesar dari mata bor yang dapat
dijepit..
Gambar 5. Cekam Bor
1. 2. Sarung Pengurung/Sarung Tirus
Mata bor yang bertangkai tirus dapat dipegang
oleh sarung pengurung yang berlobang tirus. Oleh karena tangkai dan sarung
berbentuk tirus, maka pada saat mata bor ditekan, ia akan saling mengunci.
Gambar 6. Sarung Pengurung
Lobang dan tangkai tirus dibuat menurut tirus
morse, yaitu ketrirusan menurut standar internasional.
Tabel 1. Ukuran Tirus
Tabel 1. Ukuran Tirus
|
MORSE
|
DIAMETER
TIRUS TERBESAR
|
|
Morse 1
|
12,20 mm
|
|
Morse 2
|
18,00 mm
|
|
Morse 3
|
24,10 mm
|
|
Morse 4
|
31,60 mm
|
PEMEGANG DAN PENJEPIT
BENDA KERJA
1. 1. Ragum Tangan
Ragum tangan dapat dibuka dan dikunci dengan
kekuatan tangan. Benda kerja yang dapat dijepit oleh ragum tangan harus berukuran
kecil dan terbatas sampai pada diameter ± 6 mm.
Gambar 7. Penjepitan Benda Kerja Dengan Ragum Tangan
1. 2. Ragum Mesin
Benda kerja yang besar tidak dapat dipegang
oleh tangan karena gaya pemotongannya semakin besar, maka digunakan ragum
mesin.
Gambar 8. Penjepitan Benda Kerja Dengan Ragum Mesin
1. 3. Meja Mesin
Penjepitan benda kerja pada meja mesin umumnya
dilakukan apabila benda kerja tidak mungkin di jepit oleh ragum. Teknik
penjepitan benda kerja menggunakan baut pengunci T yang mana baut ini
dimasukkan ke dalam alur meja mesin bor.
Gambar 9. Penjepitan Benda Kerja Dengan
Meja Mesin
1. 4. Tangan
Pemegangan benda kerja dengan tangan dapat
dilakukan untuk benda kerja yang kecil dan panjang serta lobang yang dibuat
tidak dalam dan berdiameter kecil.
MATA BOR
Mata Bor Spiral
Disebut mata bor spiral karena mata bor ini mempunyai alur potong melingkar yang berbentuk spiral sepanjang badan. Mata bor spiral mempunyai dua bagian utama yaitu mata potong dan sudut pemotong.
Mata bor spiral dibuat dari bahan baja karbon, baja campuran, baja kecepatan tinggi dan karbida. Bentuk badan mata bor ini tidak silindris tetapi berbentuk tirus dari ujung sampai batas tangkai dengan kenaikan 0,05 mmsetiap kenaikan panjang 100 mm.
Mata bor spiral terdapat dua macam bentuk tangkai, yaitu tangkai berbentuk silindris dan tangkai yang berbentuk tirus. Alur spiral mempunyai sudut tatal dan dapat mempercepat keluarnya bram selama pengeboran. Mata potong terdiri dari dua buah bibir pemotong. Tebal bor merupakan tulang/punggung yang berbentuk spiral , bagian ini terdapat di kedua alur pemotong. Sisi pemotong terdapat sepanjang alur pemotong dan ini dapat menentukan ukuran bor.
MATA BOR
Mata Bor Spiral
Disebut mata bor spiral karena mata bor ini mempunyai alur potong melingkar yang berbentuk spiral sepanjang badan. Mata bor spiral mempunyai dua bagian utama yaitu mata potong dan sudut pemotong.
Mata bor spiral dibuat dari bahan baja karbon, baja campuran, baja kecepatan tinggi dan karbida. Bentuk badan mata bor ini tidak silindris tetapi berbentuk tirus dari ujung sampai batas tangkai dengan kenaikan 0,05 mmsetiap kenaikan panjang 100 mm.
Mata bor spiral terdapat dua macam bentuk tangkai, yaitu tangkai berbentuk silindris dan tangkai yang berbentuk tirus. Alur spiral mempunyai sudut tatal dan dapat mempercepat keluarnya bram selama pengeboran. Mata potong terdiri dari dua buah bibir pemotong. Tebal bor merupakan tulang/punggung yang berbentuk spiral , bagian ini terdapat di kedua alur pemotong. Sisi pemotong terdapat sepanjang alur pemotong dan ini dapat menentukan ukuran bor.
Gambar 10. Bor Spiral dan Bagian-Bagiannya
Mata Pemotong
Mata potong terdiri dari dua bagian, yaitu bibir pemotong dan sisi pemotong. Bibir pemotong mata bor terdapat dua buah yang terletak antara dua sisi pemotong yang saling berhadapan. Kedua sisi pemotongan ini diasah hingga membentuk sudut yang bervariasi sesuai dengan bahan yang di bor.
Tabel 2. Sudut Mata Bor
Mata potong terdiri dari dua bagian, yaitu bibir pemotong dan sisi pemotong. Bibir pemotong mata bor terdapat dua buah yang terletak antara dua sisi pemotong yang saling berhadapan. Kedua sisi pemotongan ini diasah hingga membentuk sudut yang bervariasi sesuai dengan bahan yang di bor.
Tabel 2. Sudut Mata Bor
|
BESAR
SUDUT
|
BAHAN
|
|
500-800
|
Kuningan, Perunggu
|
|
1180
|
Baja, Besi Tuang, Baja Lunak, Baja Tuang
|
|
1400
|
Baja Keras
|
Sudut Potong
Sudut potong mata bor terdapat empat macam, yaitu:
- Sudut Bebas (a)
- Sudut Mata Potong (b)
- Sudut Tatal (γ)
- Sudut Pemotongan (δ)
Gambar 11. Sudut Potong
Ujung mata pemotong harus selalu tajam.
Pusat/ujung bibir pemotong yang tidak sentris saat pengasahan mata bor
menghasilkan beban yang tidak sama terhadap bor. Akibatnya lobang yang
terbentuk tidak tepat, bergeser/menyimpang posisinya dari senter yang
ditentukan.
PRINSIP PENGEBORAN
Berdasarkan pekerjaan yang dilakukan, maka mesin bor dapat berfungsi untuk membuat lobang silindris dan bertingkat, membesarkan lobang, memcemper lobang dan mengetap.
Pekerjaan yang banyak menuntut ketelitian yang tinggi pada pengeboran adalah pada saat menempatkan mata bor pada posisi yang tepat di titik senter.
KECEPATAN POTONG PENGEBORAN
Kecepatan potong ditentukan dalam satuan panjang yang dihitung berdasarkan putaran mesin per menit. Atau secara defenitif dapat dikatakan bahwa kecepatan potong adalah panjangnya bram yang terpotong per satuan waktu.
Setiap jenis logam mempunyai harga kecepatan potong tertentu dan berbeda-beda. Dalam pengeboran putaran mesin perlu disesuaikan dengan kecepatan potong logam. Bila kecepatan potongnya tidak tepat, mata bor cepat panas dan akibatnya mata bor cepat tumpul atau bisa patah.
Kecepatan potong ditentukan oleh:
PRINSIP PENGEBORAN
Berdasarkan pekerjaan yang dilakukan, maka mesin bor dapat berfungsi untuk membuat lobang silindris dan bertingkat, membesarkan lobang, memcemper lobang dan mengetap.
Pekerjaan yang banyak menuntut ketelitian yang tinggi pada pengeboran adalah pada saat menempatkan mata bor pada posisi yang tepat di titik senter.
KECEPATAN POTONG PENGEBORAN
Kecepatan potong ditentukan dalam satuan panjang yang dihitung berdasarkan putaran mesin per menit. Atau secara defenitif dapat dikatakan bahwa kecepatan potong adalah panjangnya bram yang terpotong per satuan waktu.
Setiap jenis logam mempunyai harga kecepatan potong tertentu dan berbeda-beda. Dalam pengeboran putaran mesin perlu disesuaikan dengan kecepatan potong logam. Bila kecepatan potongnya tidak tepat, mata bor cepat panas dan akibatnya mata bor cepat tumpul atau bisa patah.
Kecepatan potong ditentukan oleh:
|
- Jenis bahan
yang akan dibor - Jenis bahan
mata bor
- Kualitas lobang yang diinginkan |
- Efesiensi pendinginan
- Cara/teknik pengeboran
- Kapasitas mesin bor |
Tabel 3. Harga Kecepatan Mata Bor Dari Bahan HSS
|
BAHAN
|
KECEPATAN
POTONG (m/menit)
|
|
Alumunium Campuran Kuningan Campuran
Perunggu Tegangan Tinggi Besi Tuang Lunak Besi Tuang Menengah Besi Tuang Keras Tembaga Baja Karbon Rendah Baja Karbon Sedang Baja Karbon Tinggi Baja Perkakas Baja Campuran |
60 – 100
30 – 100
25 – 30
30 – 50
25 – 30
10 – 20
20 – 30
30 – 50
20 – 30
15 – 20
10 – 30
15 – 25
|
Untuk mendapatkan putara mesin bor per menit
ditentukan berdasarkan keliling mata bor dalam satuan panjang . Kemudian
kecepatan potong dalam meter per menit dirubah menjadi milimeter per menit
dengan perkalian 1000. akhirnya akan diperoleh kecepatan potong pengeboran
dalam harga milimeter per menit.
Dalam satu putaran penuh, bibir mata bor (Pe) akan menjalani jarak sepanjang garis lingkaran (U). Oleh karena itu, maka
Dalam satu putaran penuh, bibir mata bor (Pe) akan menjalani jarak sepanjang garis lingkaran (U). Oleh karena itu, maka
Dimana:
U = Keliling bibir mata potong bor
D = Diameter mata bor
p = 3.14
Jarak keliling pemotongan mata bor tergantung pada diameter mata bor.
U = Keliling bibir mata potong bor
D = Diameter mata bor
p = 3.14
Jarak keliling pemotongan mata bor tergantung pada diameter mata bor.
Gambar 12. Hubungan Diameter Mata Bor dan Keliling Mata Bor
Waktu pemotongan juga menentukan kecepatan
pemotongan. Oleh karena itu jarak yang ditempuh oleh bibir pemotong mata bor
harus sesuai dengan kecepatan putar mata bor. Berdasarkan hal tersebut maka
jarak keliling bibir pemotongan mata bor (U) selama n putaran per menit dapat
dihitung dengan rumus:
U = p x d x n
Dimana:
U = keliling bibir potong mata bor
D = Diameter mata bor
N = putaran mata bor per menit
Biasanya kecepatan potong dilambangkan dengan huruf V dalam satuan meter per menit. Jarak keliling yang ditempuh mata bor adalah sama dengan jarak atau panjangnya bram yang terpotong dalam satuan panjang per satuan waktu.
Berdasarkan hal tersebut maka jarak keliling yang ditempuh mata potong bor (U) sama dengan panjangnya bram terpotong dalam satuan meter per menit. Berarti kecepatan potong sama dengan jarak keliling pemotongan mata bor. Maka:
U = keliling bibir potong mata bor
D = Diameter mata bor
N = putaran mata bor per menit
Biasanya kecepatan potong dilambangkan dengan huruf V dalam satuan meter per menit. Jarak keliling yang ditempuh mata bor adalah sama dengan jarak atau panjangnya bram yang terpotong dalam satuan panjang per satuan waktu.
Berdasarkan hal tersebut maka jarak keliling yang ditempuh mata potong bor (U) sama dengan panjangnya bram terpotong dalam satuan meter per menit. Berarti kecepatan potong sama dengan jarak keliling pemotongan mata bor. Maka:
|
Berdasarkan rumus diatas selanjutnya putaran
mata bor dalam satu menit adalah
PEMAKANAN PENGEBORAN
Pemakanan adalah jarak perpindahan mata potong bor ke dalam lobang/benda kerja dalam satu kali putaran mata bor. Besarnya pemakanan dalam pengeboran dipilih berdasarkan jarak pergeseran mata bor dalam satu putaran, sesuai dengan yang diinginkan.
Pemakanan juga tergantung pada bahan yang akan dibor, kualitas lobang yang dibuat, kekuatan mesin yang ditentukan berdasarkan diameter mata bor.
Tabel 4. Besarnya Pemakanan Berdasarkan Diameter Mata Bor
Pemakanan adalah jarak perpindahan mata potong bor ke dalam lobang/benda kerja dalam satu kali putaran mata bor. Besarnya pemakanan dalam pengeboran dipilih berdasarkan jarak pergeseran mata bor dalam satu putaran, sesuai dengan yang diinginkan.
Pemakanan juga tergantung pada bahan yang akan dibor, kualitas lobang yang dibuat, kekuatan mesin yang ditentukan berdasarkan diameter mata bor.
Tabel 4. Besarnya Pemakanan Berdasarkan Diameter Mata Bor
|
Diameter
Mata Bor (mm)
|
Besarnya
Pemakanan Dalam Satu
Kali
Putaran (mm)
|
|
- 3
3 – 6
6 – 12
12 – 25
25 – dan seterusnya
|
0.025 – 0.050
0.050 – 0.100
0.100 – 0.175
0.175 – 0.375
0.375 – 0.675
|
Evaluasi.
1. Sebutkan
defenisi mesin bor!
2. Sebutkan
fungsi mesin bor!
3. Sebutkan
jenis-jenis mesin bor!
4. Sebutkan
kapasitas mesin bor!
5. Sebutkan
pemegang mata bor!
6. Sebutkan
pemegang dan penjepit benda kerja!
7. Sebutkan
jenis-jenis mata bor!
8. Sebutkan
prinsip pengeboran!
9. Sebutkan
kecepatan potong pengeboran!
10. Sebutkan
pemakanan pengeboran!
Pengertian mesin CNC
CNC singkatan dari Computer Numerically
Controlled, ) bermuladari 1952 yang dikembangkan oleh John
Angkatan Udara Amerika Serikat.
CNC merupakan mesin perkakas yang dilengkapi dengan
sistem mekanik dan kontrol berbasis komputer yang mampu membaca instruksi kode
N, G, F, T, dan lain-lain, dimana kode-kode tersebut akan menginstruksikan ke
mesin CNC agar bekerja sesuai dengan program benda kerja yang akan dibuat.
Secara umum cara kerja mesin perkakas CNC tidak berbeda dengan mesin perkakas
konvensional. Fungsi CNC dalam hal ini lebih banyak menggantikan pekerjaan
operator dalam mesin perkakas konvensional. Misalnya pekerjaan setting
toolatau mengatur gerakan pahat sampai pada posisi siap memotong, gerakan
pemotongan dan gerakan kembali keposisi awal, dan lain-lain. Demikian pula
dengan pengaturan kondisi pemotongan (kecepatan potong, kecepatan makan dan
kedalaman pemotongan) serta fungsi pengaturan yang lain seperti penggantian
pahat, pengubahan transmisi daya (jumlah putaran poros utama), dan arah putaran
poros utama, pengekleman, pengaturan cairan pendingin dan sebagainya.
Mesin perkakas CNC dilengkapi dengan berbagai alat potong
yang dapat membuat benda kerja secara presisi dan dapat melakukan interpolasi
yang diarahkan secara numerik (berdasarkan angka). Parameter sistem operasi CNC
dapat diubah melalui program perangkat lunak (software load program) yang
sesuai. Tingkat ketelitian
Jenis Mesin CNC
Di industri menengah dan besar, akan banyak
dijumpai penggunaan mesin CNC dalam mendukung proses produksi.
Secara garis besar, mesin CNC dibagi dalam 2 (dua) macam,
yaitu :
a. Mesin bubut CNC
b. Mesin frais CNC
Cara Mengoparasikan Mesin CNC
Secara umum, cara mengoperasikan mesin CNC dengan cara
memasukkan perintah numeric melalaui tombol-tombol yang tersedia
pada panel instrument dan dapat dilakukan dengan dua macam cara,
yaitu :
a. Sistem Absolut
Pada sistem ini titik awal penempatan alat potong yang
digunakan sebagai acuan adalah menetapkan titik referensi yang berlaku tetap
selama proses operasi mesin berlangsung. Untuk mesin bubut, titik
referensinya diletakkan pada sumbu (pusat) benda kerja yang akan
dikerjakan pada bagian ujung. Sedangkan pada mesin frais, titik
referensinya diletakkan pada pertemuan antara dua sisi pada
benda kerja yang akan dikerjakan.
b. Sistem Incremental
Pada system ini titik awal penempatan yang digunakan
sebagai acuan adalah selalu berpindah sesuai dengan titik actual yang
dinyatakan terakhir. Untuk mesin bubut maupun mesin frais diberlakukan cara
yang sama. Setiap kali suatu gerakan pada proses pengerjaan benda kerja
berakhir, maka titik akhir dari gerakan alat potong itu dianggap
sebagai titik awal gerakan alat potong pada tahap berikutnya.
Panel pengendali mesin CNC
Mesin
bubut atau Lathe Mesin mempunyai fungsi untuk membentuk matrial beda yang
berbentuk bulat. Matrial yang bisa dikerjakan dengan mesin bubut bisa berupa
kayu, mild steel ( SS400), Carbon steel, Alumunium, stainless steel, brass,
bronze, teflon, PVC, PP atau matrial non logam lainnya. Proses pembubutan
bisasanya untuk membuat matrial berupa Shaft, Cylinder rod, tuba, pipa, Baut,
Mur, Pin atau yang lainnya yang berbentuk bulat.Mesin bubut banyak digunakan
oleh orang yang punya usaha bengkel permesinan ( machinning), bengkel alat
berat, bengkel las, bengkel automotif dan usaha kerajinan. Mesin bubut
pada dasarnya dibagi dalam beberapa jenis. Cara kerja mesin bubut sangat
sederhana sekali dimana benda kerja yang akan dibentuk di cekam oleh mesin dan
diputar kemudian pisau bubut yang bisanya dibuat dari bahan yang keras sekali digunakan
untuk mengurangi diameter dari benda kerja yang berputar tersebut.
Dalam
memilih mesin bubut yang perlu diperhatikan adalah jenis matrial yang akan
dibubut, diameter putaran dari benda kerja ( swing
over bed ) serta panjang maksimal dari benda kerja ( the
length to be held between centers ).
Mesin
bubut modern menawarkan berbagai kecepatan berputar dan teknik kerja untuk
secara manual dan otomatis memindahkan alat potong ke benda
kerja. Operator dan teknisi maintenance harus mengenal degan
baik mesin bubut dan cara operasinya untuk memudahkan pembuatan bagian-bagian
hasil kerja mesin bubut baik berupa parts maupun hasil fabrikasi.
Untuk
memudahkan identifikasi mesin bubut dibagi kedalam beberapa type yaitu
·
Wood Lathes : Jenis mesin bubut sederhana
adalah mesin bubut kayu. Seperti
namanya, ia dirancang untuk mengubah kayu. Mesin bubut kayu adalah mesin kecil yang terdiri dari bed,
headstock, tailstock dan tool rest.
·
Engine Lathes
·
Toolroom Lathe
·
Turret Lathe
·
CNC Lathes Computer numerically controlled lathes
·
Special Purpose Lathes
Mesin
Bubut berdasarkan fungsi komponen yang terintegrasi dalam mesin dapat dibagi
dalam bagian-bagian sebagai berikut :
·
Stand (or legs) atau yang disebut sebagai dudukan mesin bubut
sehingga posisi mesin bubut sesuai dengan tinggi dari operator mesin bubut dan
untuk mesin bubut besar bisanya dibuat dari besi cor dan stand ini harus cukup
kuat dan kokoh sehingga dapat meredam getaran mesin saat berputar.
Mesin Milling
Mesin milling adalah mesin yang paling mampu
melakukan banyak tugas bila dibandingkan dengan mesin perkakas yang lain. Hal
ini disebabkan karena selain mampu memesin permukaan datar maupun berlekuk
dengan penyelesaian dan ketelitian istimewa, juga berguna untuk menghaluskan
atau meratakan benda kerja sesuai dengan dimensi yang dikehendaki.
Mesin milling dapat menghasilkan permukaan bidang
rata yang cukup halus, tetapi proses ini membutuhkan pelumas berupa oli yang
berguna untuk pendingin mata milling agar tidak cepat aus.
Proses milling adalah proses yang menghasilkan chips (gram). Milling menghasilkan
permukaan yang datar atau berbentuk profil pada ukuran yang ditentukan dan
kehalusan atau kualitas permukaan yang ditentukan.
Proses kerja pada pengerjaan dengan
mesin milling dimulai dengan mencekam benda kerja, kemudian
dilanjutkan dengan pemotongan dengan alat potong yang
disebut cutter, dan akhirnya benda kerja akan berubah ukuran maupun
bentuknya.
Prinsip Kerja Mesin Milling
Tenaga untuk pemotongan berasal dari energi listrik yang
diubah menjadi gerak utama oleh sebuah motor listrik, selanjutnya gerakan utama
tersebut akan diteruskan melalui suatu transmisi untuk menghasilkan gerakan
putar pada spindel mesin milling. Spindel mesin milling adalah
bagian dari sistem utama mesin milling yang bertugas untuk memegang
dan memutar cutter hingga menghasilkan putaran atau gerakan
pemotongan. Gerakan pemotongan pada cutter jika dikenakan pada benda
kerja yang telah dicekam maka akan terjadi gesekan/tabrakan sehingga akan
menghasilkan pemotongan pada bagian benda kerja, hal ini dapat terjadi karena
material penyusun cutter mempunyai kekerasan diatas kekerasan benda
kerja.
Fungsi utama dari mesin bubut adalah untuk memegang dan
memutar benda kerja untuk melakukan operasi permesinan. Operasi permesinan yang
dimaksud termasuk bubut permukaan, pengeboran, me-reamer, membuat ulir/drat,
membubut lobang, bubut bertingkat, knurling dan banyak lagi.
Mesin bor adalah suatu jenis mesin perkakas pengerjaan logam
yang berfungsi untuk mengerjakan lobang.
Fungsi mesin bor adalah:
Membuat lobang
Membuat lobang bertingkat
Membesarkan lobang
Chamfer
Jenis-jenis mesin bor menurut macamnya:
Mesin bor meja
Mesin bor lantai
Mesin bor radial
Mesin bor koordinat
Mesin bor tangan
Sedangkan menurut kapasitasnya, mesin bor digolongkan atas:
Diameter terbesar lobang yang dapat dikerjakan
Jarak gerak poros maksimum turun naik
Jarak poros maksimum dengan meja mesin
Jarak terjauh antara tiang dengan poros mesin
Fungsi
Kikir
Kikir adalah alat yang digunakan untuk mempertajam suatu benda seperti Gergaji atau untuk memperhalus suatu benda kerja. Kikir terdapat beberapa bentuk antara lain : kikir persegi, kikir persegi panjang, kikir segitiga, kikir bulat, kikir setengah bulat, dan kikir lonjong.
Kontruksi Kikir
Mengkikir adalah suatu pekerjaan dalam proses pengikiran/pemotongan permukaan benda kerja oleh gigi gigi kikir. Kikir terbuat dari baja tempa yang mengandung karbon tinggi dan meliputi bagian bagian panjang pemotong bentuk dan gigi pemotong.
Kikir adalah alat yang digunakan untuk mempertajam suatu benda seperti Gergaji atau untuk memperhalus suatu benda kerja. Kikir terdapat beberapa bentuk antara lain : kikir persegi, kikir persegi panjang, kikir segitiga, kikir bulat, kikir setengah bulat, dan kikir lonjong.
Kontruksi Kikir
Mengkikir adalah suatu pekerjaan dalam proses pengikiran/pemotongan permukaan benda kerja oleh gigi gigi kikir. Kikir terbuat dari baja tempa yang mengandung karbon tinggi dan meliputi bagian bagian panjang pemotong bentuk dan gigi pemotong.
Spesifikasi Kikir
Ditinjaun dari bentuk permukaan kikir terdiri dari :
1. Kikir Kasar
2. Kikir Sedang
3. Kikir Halus
Kikir kasar
Kikir Kasar adalah kikir yang mempunyai permukaan kasar dan kegunaannya untuk mengikir benda kerja yang permukaannya masih kasar dan sama sekali belum dikikir.
Kikir Sedang
Kikir sedang adalah Kikir yang mempunyai permukaan sedang tidak terlalu kasar dan tidak terlalu halus. Kegunaanya untuk mengkikir benda kerja yang telah dikikir terlebih dahulu dengan kikir kasar.
Kikir Halus
Kikir Halus adalah kikir yang mempunyai permukaan halus dan kegunaannya untuk mengkikir benda kerja yang telah dihaluskan terlebih dahulu dengan kikir kasar dan kikir sedang. - Reviewer: Koko Koswara - ItemReviewed: Kikir dan Fungsinya
Kikir Kasar adalah kikir yang mempunyai permukaan kasar dan kegunaannya untuk mengikir benda kerja yang permukaannya masih kasar dan sama sekali belum dikikir.
Kikir Sedang
Kikir sedang adalah Kikir yang mempunyai permukaan sedang tidak terlalu kasar dan tidak terlalu halus. Kegunaanya untuk mengkikir benda kerja yang telah dikikir terlebih dahulu dengan kikir kasar.
Kikir Halus
Kikir Halus adalah kikir yang mempunyai permukaan halus dan kegunaannya untuk mengkikir benda kerja yang telah dihaluskan terlebih dahulu dengan kikir kasar dan kikir sedang. - Reviewer: Koko Koswara - ItemReviewed: Kikir dan Fungsinya
Gergaji merupakan alat perkakas yang berguna untuk memotong
benda kerja. Mesin gergaji merupakan mesin pertama yang menentukan proses lebih
lanjut. Dapat dimaklumi bahwa mesin ini memiliki kepadatan operasi yang relatif
tinggi pada bengkel-bengkel produksi.
Mesin-mesin gergaji memiliki konstruksi yang beragam sesuai dengan ukuran, bentuk dan jenis material benda kerja yang akan dipotong. Untuk itu dibutuhkan ketelitian seseorang agar bisa mengoperasikan gergaji itu sendiri dan dapat memotong benda kerja dengan baik dan benar
Gergaji adalah alat yang menggunakan logam pemotong yang keras atau kawat dengan tepi kasar untuk memotong bahan yang lebih lunak. Tepi logam pemotong terlihat bergerigi atau kasar. Gergaji dapat digunakan dengan tangan atau didukung listrik.
2.2 Macam macam tipe gergaji mesin;
1. Mesin gergaji bolak-balik (Hacksaw-Machine)
Mesin gergaji ini umumnya memiliki pisau gergaji dengan panjang antara 300 mm sampai 900 mm dengan ketebalan 1,25 mm sampai 3 mm dengan jumlah gigi rata-rata antara 1 sampai 6 gigi iper inchi dengan material HSS. Karena gerakkan yang bolak-balik, maka waktu yang digunakan untuk memotong adalah 50%.
2. Mesin gergaji piringan (Circular Saw)
Diameter piringan gergaji dapat mencapai 200 sampai 400 mm dengan ketebalan 0,5 mm dengan ketelitian gerigi pada keliling piringan memiliki ketinggian antara 0,25 mm sampai 0,50 mm. pada proses penggergajian ini selalu digunakan cairan pendingin. Toleransi yang dapat dicapai antara kurang lebih 0,5 mm sampai kurang lebih 1,5 mm. prinsip kerja gergaji circular menggunakan mata berupa piringan yang berputar ketika memotong
3. Mesin Gergaji Ukir (Jigsaw)
Jig Saw seringkali disebut gergaji ukir, karena memang jigsaw adalah sebuah alat yang dapat digunakan untuk memotong atau menggergaji (kebanyakan kayu) dengan bentuk apa saja mulai dari bentuk kurva yang melengkung-lengkung hingga yang lurus-lurus. Jadi kelebihan Jigsaw adalah dapat memotong dengan pola yang tidak lurus karena gergaji lain rata-rata hanya bisa memotong lurus-lurus saja. Prinsip kerjanya gergaji jigsaw bergerak naik turun saat memotong
4. Mesin Gergaji pita (Band Saw)
Mesin gergaji yang telah dijelaskan sebelumnya adalah gergaji untuk pemotong lurus. Dalam hal mesin gergaji pita memiliki keunikan yaitu mampu memotong dalam bentuk-bentuk tidak lurus atau lengkung yang tidak beraturan. Kecepatan pita gergajinya bervariasi antara 18 m/menit sampai 450 m/menit agar dapat memenuhi kecepatan potong dari berbagai jenis material benda kerja
2.3 Jenis jenis gergaji mesin;
1) Gergaji Tangan
Daun gergaji dibuat dari baja bermutu tinggi yang sangat keras,
sehingga ketajaman gerigi tidak selalu diruncingkan kembali. Untuk mengetahui spesifikasi gergaji, dapat dilihat pada daun gergaji di dekat tangkai pegangan, yang menyebutkan jumlah gigi perkepanjangan 25 mm.
2) Gergaji Pembelah
Gergaji pembelah adalah gergaji dengan gerigi dirancang untuk membelah kayu. Gergaji pembelah digunakan untuk menggergaji kayu searah jaringan serat kayu dan mempunyai 31/2 hingga 4 pucuk gigi pada setiap panjang 25 mm. Panjang daun antara 500 mm hingga 70 mm.
3) Gergaji Pemotong
Gergaji pemotong adalah gergaji dengan gerigi yang dirancang untuk memotong kayu. Jenis gergaji ini digunakan untuk menyayat/memotong melintang jaringan serat kayu dan tepi potongnya mempunyai 5 hingga 7 pucuk gigi pada setiap kepanjangan 25 mm. Panjang daun antara 550 mm hingga 700 mm. 23
2.4 Bagian bagian gergaji mesin
1. Tuas apit moncong untuk mengatur penjepit benda kerja
2. Moncong yang dapat digeser geserkan
3. Benda kerja yaitu logam besi
4. Daun gergaji unuk memotong benda kerja
5. Bingkai gergaji yaitu penahan daun gergaji
6. Hantaran bingkai gergaji
7. Pipa alat pendingin
8. Perkakas angkat
9. Tumpuan
10. Penampang tumpuan
11. Motor penggerak bagin ini adalah yang paling penting dikarenakan merupakan penggerak utama pada gergaji mesin
Mesin-mesin gergaji memiliki konstruksi yang beragam sesuai dengan ukuran, bentuk dan jenis material benda kerja yang akan dipotong. Untuk itu dibutuhkan ketelitian seseorang agar bisa mengoperasikan gergaji itu sendiri dan dapat memotong benda kerja dengan baik dan benar
Gergaji adalah alat yang menggunakan logam pemotong yang keras atau kawat dengan tepi kasar untuk memotong bahan yang lebih lunak. Tepi logam pemotong terlihat bergerigi atau kasar. Gergaji dapat digunakan dengan tangan atau didukung listrik.
2.2 Macam macam tipe gergaji mesin;
1. Mesin gergaji bolak-balik (Hacksaw-Machine)
Mesin gergaji ini umumnya memiliki pisau gergaji dengan panjang antara 300 mm sampai 900 mm dengan ketebalan 1,25 mm sampai 3 mm dengan jumlah gigi rata-rata antara 1 sampai 6 gigi iper inchi dengan material HSS. Karena gerakkan yang bolak-balik, maka waktu yang digunakan untuk memotong adalah 50%.
2. Mesin gergaji piringan (Circular Saw)
Diameter piringan gergaji dapat mencapai 200 sampai 400 mm dengan ketebalan 0,5 mm dengan ketelitian gerigi pada keliling piringan memiliki ketinggian antara 0,25 mm sampai 0,50 mm. pada proses penggergajian ini selalu digunakan cairan pendingin. Toleransi yang dapat dicapai antara kurang lebih 0,5 mm sampai kurang lebih 1,5 mm. prinsip kerja gergaji circular menggunakan mata berupa piringan yang berputar ketika memotong
3. Mesin Gergaji Ukir (Jigsaw)
Jig Saw seringkali disebut gergaji ukir, karena memang jigsaw adalah sebuah alat yang dapat digunakan untuk memotong atau menggergaji (kebanyakan kayu) dengan bentuk apa saja mulai dari bentuk kurva yang melengkung-lengkung hingga yang lurus-lurus. Jadi kelebihan Jigsaw adalah dapat memotong dengan pola yang tidak lurus karena gergaji lain rata-rata hanya bisa memotong lurus-lurus saja. Prinsip kerjanya gergaji jigsaw bergerak naik turun saat memotong
4. Mesin Gergaji pita (Band Saw)
Mesin gergaji yang telah dijelaskan sebelumnya adalah gergaji untuk pemotong lurus. Dalam hal mesin gergaji pita memiliki keunikan yaitu mampu memotong dalam bentuk-bentuk tidak lurus atau lengkung yang tidak beraturan. Kecepatan pita gergajinya bervariasi antara 18 m/menit sampai 450 m/menit agar dapat memenuhi kecepatan potong dari berbagai jenis material benda kerja
2.3 Jenis jenis gergaji mesin;
1) Gergaji Tangan
Daun gergaji dibuat dari baja bermutu tinggi yang sangat keras,
sehingga ketajaman gerigi tidak selalu diruncingkan kembali. Untuk mengetahui spesifikasi gergaji, dapat dilihat pada daun gergaji di dekat tangkai pegangan, yang menyebutkan jumlah gigi perkepanjangan 25 mm.
2) Gergaji Pembelah
Gergaji pembelah adalah gergaji dengan gerigi dirancang untuk membelah kayu. Gergaji pembelah digunakan untuk menggergaji kayu searah jaringan serat kayu dan mempunyai 31/2 hingga 4 pucuk gigi pada setiap panjang 25 mm. Panjang daun antara 500 mm hingga 70 mm.
3) Gergaji Pemotong
Gergaji pemotong adalah gergaji dengan gerigi yang dirancang untuk memotong kayu. Jenis gergaji ini digunakan untuk menyayat/memotong melintang jaringan serat kayu dan tepi potongnya mempunyai 5 hingga 7 pucuk gigi pada setiap kepanjangan 25 mm. Panjang daun antara 550 mm hingga 700 mm. 23
2.4 Bagian bagian gergaji mesin
1. Tuas apit moncong untuk mengatur penjepit benda kerja
2. Moncong yang dapat digeser geserkan
3. Benda kerja yaitu logam besi
4. Daun gergaji unuk memotong benda kerja
5. Bingkai gergaji yaitu penahan daun gergaji
6. Hantaran bingkai gergaji
7. Pipa alat pendingin
8. Perkakas angkat
9. Tumpuan
10. Penampang tumpuan
11. Motor penggerak bagin ini adalah yang paling penting dikarenakan merupakan penggerak utama pada gergaji mesin
2.5 Cara kerja gergaji mesin
Mengukur benda kerja yang akan dipotong dengan menggunakan sketmatchØ
Setelah diukur benda kerja ditandai dengan penggoresØ
Cek kondisi gergaji apakah masih bisa digunakan dengan baik dan amanØ
Setelah itu pasang benda kerja pada ragam gergaji mesinØ
Tepatkan bagian yang digores ada benda kerja dengan mata gergaji untuk memperoleh hasil yang diinginkan dan diikatkan dengan pengunciØ
Atur dengan kecepatan tertentu agar hasilnya lebih baikØ
Setelah itu nyalakan mesin gergaji dengan menekan tombol ONØ
Setelah benda kerja tersebut putus matikan gergaji dengan menekan tombol OFFØ
Untuk proses finishing kita diamkan sebentar dan dicelupakan kedalam air utuk mengurangi suhu pada benda kerja tersebutØ
2.6 Perawatan Gergaji.
Pengikiran Rapi pada gergaji
Gunakan kikir gergaji tirus untuk merapikan gigi gergaji.Ø
Lakukan pengikiran rapi, tangan kiri memegang ujung kikir dan tangan kanan memegang tangkai kikir.Ø
Jepitlah daun gergaji pada ragum khusus penjepit daun gergaji.Ø
Ratakan mata gergaji menggunakan kikir, dengan bantuan blok dari kayu.Ø
Jika semua pucuk gigi sudah berada dalam satu garis lurus maka setiap gigi akan menunjukkan permukaan rata pada puncaknyaØ
Pengasahan Gigi Gergaji
Jepitlah daun gergaji pada klam khusus.Ø
Kikirlah gigi gergaji secara berselang-seling hingga mempunyai sudut yang tepat, diukur dari sisi daun gergaji. Untuk gergaji pemotong sudut asah 45° dan untuk gergaji pembelah 90°.Ø
Lakukan pengasahan dari tangkai pegangan menuju ujung daun gergajiØ
Apabila setiap gigi yang berselangan sudah ditajamkan, baliklah daun gergaji dalam ragum, dan tajamkan gigi gergaji yang belum ditajamkan dengan cara yang sama seperti pada awal pengasahan.Ø
Pengikiran Rapi pada gergaji
Gunakan kikir gergaji tirus untuk merapikan gigi gergaji.Ø
Lakukan pengikiran rapi, tangan kiri memegang ujung kikir dan tangan kanan memegang tangkai kikir.Ø
Jepitlah daun gergaji pada ragum khusus penjepit daun gergaji.Ø
Ratakan mata gergaji menggunakan kikir, dengan bantuan blok dari kayu.Ø
Jika semua pucuk gigi sudah berada dalam satu garis lurus maka setiap gigi akan menunjukkan permukaan rata pada puncaknyaØ
Pengasahan Gigi Gergaji
Jepitlah daun gergaji pada klam khusus.Ø
Kikirlah gigi gergaji secara berselang-seling hingga mempunyai sudut yang tepat, diukur dari sisi daun gergaji. Untuk gergaji pemotong sudut asah 45° dan untuk gergaji pembelah 90°.Ø
Lakukan pengasahan dari tangkai pegangan menuju ujung daun gergajiØ
Apabila setiap gigi yang berselangan sudah ditajamkan, baliklah daun gergaji dalam ragum, dan tajamkan gigi gergaji yang belum ditajamkan dengan cara yang sama seperti pada awal pengasahan.Ø
1.
1. Menghidupkan mesin
Langkah
operasional yang di lakukan untuk menghidupkan mesin CNC TU-3A ialah dengan
memutar saklar utama mesin ke kanan (angka 1) pada kedudukan ON, dan lampu
indikator arus masuk akan menyala.
Gambar 2.1 menghidupkan mesin
1. Memutar dan menyetel kecepatan spindel
Untuk
memutar spindel utama mesin putar saklar ON spindel untuk operasi mesin CNC
secara manual, setelah spindel utama mesin berputar atur kecepatan putar
spindel mesin dengan memutar knob pengatur kecepatan spindel mesin sesuai
dengan
Gambar 2.2 Menyetel Kecepatan Spindel
kecepatan
yang di inginkan, apabila knob di putar searah jarum
jam
maka kecepatan putar spindel mesin semakin besar.
1. Menggeser pisau
a. Sistem Persumbuan
Sistem
persumbuan distandarkan untuk berbagai permesinan berdasarkan ISO 841 dan DIN
66217 dengan dasar sistem koordinat cartesian. Untuk memudahkan penunjukan
persumbuan mesin CNC TU-3A (tegak), operator berhadapan dengan mesin, lalu buka
jari-jari tangan kanan (kaidah tangan kanan) seperti pada gambar berikut.
Gambar 2.3 Sistim persumbuan kaidah tangan kanan
Gambar
di bawah ini menunjukan berbagai sistem persumbuan untuk mesin frais vertikal
(tegak)
Pada
mesin frais jenis ini kepala fairs dan pisau bergerak secara vertikal dan benda
kerja yang terpasang di atas meja melaksanakan gerakan melintang dan memanjang.
Gambar 2.4 Sistem persumbuan mesin frais vertikal
(alat potong yang bergerak)
Pada
mesin frais jenis kedua ini kepala mesin frais dan pisaunya diam tidak
melakukan gerakan vertikal dan benda kerja yang terpasang di atas meja
melaksanakan gerakan melintang dan memanjang.
Gambar 2.5 Sistem Persumbuan Mesin frais vertikal
(meja mesin yang bergerak)
a. Menyetel kecepatan pemakanan/ingsutan (feeding/F)
kemampuan
alat potong melakukan penyayatan bahan Kecepatan pemakanan/ingsutan berkenaan
dengan dalam setiap satu menit yang di pengaruhi oleh :
1. Bahan benda kerja/bahan pisau
2. Kondisi mesin
3. Geometri mata pisau frais
Untuk
menentukan besarnya kecepatan pemakanan mesin dapat di lakukan dengan dua cara
yaitu dengan rumus menghitung besarnya kecepatan pemakanan :
|
F=n x f x s
|
Keterangan :
F =
Kecepatan pemakanan (mm/menit)
n =
jumlah mata sayat
f =
lebar penyayatan
s =
Kecepatan putar spindel mesin
atau
dapat juga menggunakan tabel hubungan kedalaman pemotongan,diameter pisau dan
kecepatan sayat seperti gambar di bawah ini.
Pengefraisan
Dalamnya
pemotongan-Diameter alat potong – Asutan
Pemboran
Diameter
batang bor – Asutan
Contoh
:
Bahan
benda kerja aluminium, bahan pisau HSS, kedalaman pemotongan (t) = 10 mm dan diameter pisau (d) = 10 mm, maka
kecepatan pemakanan (F) yang sesuai = 60 mm/men. Untuk mengatur kecepatan
pemakanan secara manual : putarlah knob pengatur kecepatan pemakanan searah
jarum jam untuk memperbesar kecepatan pemakanan dan ke kiri untuk memperkecil
kecepatan pemakanan.
Gambar 2.6 Menyetel feedin
b. Menggeser eretan secara bebas
Untuk
melakukan perlintasan secara cepat pada mesin CNC TU-3A di lakukan dengan cara
menekan tombol pelintas cepat tombol
ini ditekan bersamaan dengan salah satu tombol penggerak
eretan pada arah relatif, yaitu tombol
c. Menggeser eretan secara terukur
Untuk
melakukan penggeseran eretan secara terukur pada mesin CNC TU-3A dilakukan
dengan cara menekan tombol penggerak eretan pada arah relatif, yaitu tombol : -X -Y -Z +X +Y +Z untuk melihat besaran pergerakan eretan yang di butuhkan dapat dilihat
pada monitor mesin, apabila penggeseran sesuai dengan yang di inginkan hentikan
penekanan tombol arah relatif pada panel pengendali.
4. Memasang/melepas pisau jari pada pemegang (holder)
Untuk
memasang pisau fraisjari pada holder,lakukan-langkah berikut :
a. Siapkan kolet untuk mencekam pisau pada holder.
b. Letakan kolet ke dalam rumah/mur.
c. Masukkan mur pengencang dengan posisi miring sedemikian
rupa,sehingga bagian eksentrik masuk
kedalam alur kolet.
d. Masukkan mur pengencang dengan koletnya ke ujung holder.
e. Masukan alat potong kedalam kolet dan kencangkan mur
dengan pen silindris searah jarum jam.
Untuk
melepas pisau frais jari dan holdernya,lakukan langkah berikut :
a. Putar berlawanan jarum jam mur pengencang
b. Setelah mur pengencang di kendorkan, cabut alat potong
dari kolet.
Gambar 2.7 memasang pisau jari
5. Memasang/melepas holder pada sumbu utama
Lakukan
langkah berikut ini untuk memasang holder pada spindel utama mesin :
|
Gambar
2.8 memasang holder
|
a. Putar
handel penetap holder searah jarum jam untuk membuka pen penetap spindel
b. Masukkan holder ke
dalam lubang spuindel.
c. Putar
holder bolak-balik untuk menetapkan kedudukan alur holderpada
pen penetap.
d. Setelah
kedudukan pen penetap pada spindel masuk ke dalam alur holderlepas
kembali hendel penetap sehinggaholder terkunci secara otomatis
|
1. Mengefrais
benda kerja secara manual
Apabila
akan melakukan pengefraisan secara manual dengan diameter pisau frais 10 mm,
maka lakukan langkah-langkah penyetelan nol benda kerja sebagai berikut:
a. Gerakkan pisau frais pada arah –Z sampai sedikit
menggores permukaan benda kerja, lalu tekan tombol INP dua kali, maka sajian Z
pada layar monitor menunjukan angka 0).
Gambar 2.9 Gerakkan Pisau ke Arah Z
b. Gerakkan pisau pada arah X sampai sedikit menggores sisi
benda kerja, lalu tekan tombol INP dua kali, maka sajian X pada layar monitor
menunjukan angka 0).
Gambar 2.10 Gerakkan pisau ke Arah X
c. Goreskan sisinya pada arah Y, lalu tekan tombol INP dua
kali, maka sajian Y pada layar monitor menunjukan angka 0).
Gambar 2.11 gerakkan Pisau ke Arah Y
d. Gerakkan pisau frais ke arah Y, setelah sajian menunjukan
nol.
Gambar 2.10 Gerakkan Pisau frais
Setelah
langkah di atas, isilah terlebih dahulu data berikut:
|
Kecepatan
put. Spindel (put/men)
|
...........................
|
|
Ingsutan
F (mm/men)
|
...........................
|
|
Lebar
X (mm)
|
..........................
|
|
Kedalaman
z (mm)
|
...........................
|
Perhatikan
penyetelan ingsutan secara
benar
Gambar 2.11 Skema Gerakkan Pengfraisan Manual
2. Pengoperasian
Manual
|
Sajian
Setlah
menghidupkan mesin, sajian menunjukan 0. lampu-lampu X, Y, Z menyala
Jika
anda menggerakkan kearah X,
lampu X menyala. Jika anda melepas jari dari tombol, jarak gerakannya
ditunjukan dalam 1/100 mm pada VDU. Dengan jarak 2,45 mm. Sajian menunjukan
245
Jika
anda menekan tombol Z, nyala meloncat ke lampu Z. Setelah anda mengangkat
jari dari tombol, jarak gerakan muncul (dengan 6,28 mm akan muncul 628).
Tanda
minus pada sajian.
|
Monitor
Jika
anda menghidupkan mesin, layar menunjukan nol untuk X, Y, Z
Dengan
pengecualian gerakkan cepat, penunjukan memperlihatkan terus menerus dalam
langkah 0,5 mm.
|
1. menyetel posisi start pisau jari ( PST = position of
setting tool / start point )
langkah
penyetelan posisi start pisau jari dapat dilakukan sebagai berikut :
|
a. sajian
harus menunjukan nol pisau frais berada pada titik yang ditentukan ( Y=0, Z
=0), lakukan penyetelan pisau agar sajikan X, Y, Z berada pada titik nol
b. geser
posisi pisau pada sisi X dengan jarak 22,15 dengan prosedur :
1) lampu
X pada sajian menyala
2) tekan
INP – lampu X
berkedip
3) masukan
nilai
(
tanpa tanda +/-, sebab pisau frais dengan geraqkan arah + harus nol )
4) tekan
tombol INP, maka kedipan lampu X akan berhenti.
c. masukan
nilai Y dan Z dengan cara yang sama.
|
Gambar
2.13 Langkah Menyetel PST
Untuk
penyetelan posisi start pisau jari dengan metoda pelayanan manual dilakukan
dengan cara berikut :
|
a. goreskan
pisau pada permukaan
benda kerja, lalu setel sajian Z=0
b. goreskan
sisi pisau pada sisi benda kerja arah X, lalu masukan nilai radius pisau
frais (r).
c. goreskan
sisi pisau pada sisi benda kerja arah Y, lalu masukan nilai radius pisau
frais (r).
|
Gambar 2.13 Penyetelan posisi start pisau
1. Memuat ( entry ) data program CNC ke mesin
a. fungsi tombol – tombol penyunting ( edit )
Gambar 2.14 Tombol penyunting
Keterangan
gambar :
1. Tombol angka
2. Tombol tanda minus, untuk memasukan nilai minus, tombol
minus harus ditekan setelah memasukan angka.
3. Tombol INPUT, untuk menyimpan data
4. Tombol DEL, untuk menghapus
5. Tombol FWD,untuk program melompat maju blok demi blok
6. Tombol REV, untuk program melompat mundur blok demi blok
7. Tombol panah , untuk sajian melompat per alamat
8. Tombol M, untuk memesukan fungsi lain
b. memuat/memasukan program
Gambar 2.15 Memasukan program
Memasukan
program pada mesin CNC TU-3A dengan cara menggunakan tombol penyunting yang
dapat dilakukan dengan dua cara, yaitu :
a. Dari disket
Langkah-langkah
memasukan program melalui disket adalah sebagai berikut :
§ Masukan disket kedalam program melalui disket adalah
pengendali
§ Memasukan data G65 tekan INP sebanyak dua kali
§ Pilih nomor program tekan INP
b. Secara manual
Untuk
memasukkan program secara manual dengan menggunakan tombol penyunting
§ Tombol angka 0-9
§ Tombol tanda minus, untuk memasukan nilai minus, tombol –harus
ditekan setelah memasukkan angka
§ Tombol INPUT, untuk menyimpan data
§ Tombol DEL, untuk menghapus
§ Tombol FWD, untuk program melompat maju blok demi blok
§ Tombol REV, untuk program melompat mundur blok demi blok
§ Tombol panah, untuk sajian melompat per alamat
§ Tombol M, untuk memasukan fungsi lain
2. Mematikan
mesin
Setelah
mesin digunakan, maka langkah yang penting kemudian ialah mematikan mesin.
Langkah mematikan mesin sesuai dengan prosedur merupakan salah satu bagian dari
pemeliharaan.
Sebelum
mematikan tombol power listrik pada mesin, terlebih dulu lakukan pemutusan
arus listrik pada motor step dengan langkah :
a. Aktifkan
pelayanan mesin CNC dengan menekan tombol H/C
b. Tekan
tombol panah untuk mengaktifkan alamat G
c. Tekan
tombol angka 6dan 4 dalam alamat G tersebut
d. Tetapkan
kombinasi angka tersebut dengan menekan tombol INP
e. Kembali
ke pelayanan manual dengan menekan tombol H/C
Gambar
motor listrik sudah tidak nampak lagi pada layar monitor.
Setelah
langkah di atas selesai dilakukan, kemudian matikan saklar utama mesin.
1. Cara pertama, Pergeseran Center
Kerja Persiapan :
Kerja Persiapan :
Tentukan putaran mesin
Persiapkan pahat kasar, muka, dan pahat finishing
Kotak kunci (tool box)
Pemasangan benda kerja
Pemasangan dan penyetelan pahat bubut.
Langkah Kerja :
Bubut permukaan benda kerja dengan pahat kasar
mendekati diameter terbesar dan panjang yang diinginkan.
Bubut bagian muka benda kerja (dua muka) untuk menentukan
sisi penandaan pergeseran senter.
Buat pergeseran senternya pada dua sisi penampang benda
kerja
Tempatkan benda kerja dengan penjepitan dua senter
Bubut diameter luar sampai dengan ukuran diameter terbesar
yang diinginkan
Ganti penjepitan benda kerja dengan senter yang kedua
Bubut bagian eksentriknya
Periksa kebenaran dimensi poros eksentrik yang dibuat
2. Cara kedua, Chuck Kepala Empat (Independent Chuck)
Kerja persiapan
Kerja persiapan
Tentukan putaran mesin
Persiapkan pahat kasar, muka, dan pahat finishing
Kotak kunci (tool box)
Pemasangan benda kerja
Pemasangan dan penyetelan pahat bubut.
Langkah Kerja :
Bubut permukaan benda kerja dengan pahat kasar mendekati
diameter terbesar dan panjang yang diinginkan.
Bubut bagian muka benda kerja (dua muka) untuk menentukan
sisi penandaan pergeseran senter.
Buat pergeseran senternya pada satu sisi penampang benda
kerja
Tempatkan benda kerja pada chuck empat, atur sesuai
posisi senter utama
Bubut benda kerja sesuai dimensi yang diinginkan
Atur benda kerja dengan merubah posisi penjepitan sesuai
sumbu eksentriknya, gunakan pointer untuk membantu pergeserannya.
Bubut bagian eksentriknya
Periksa kebenaran dimensi poros eksentrik yang dibuat
*Mesin las ada dua macam, yaitu:
1. mesin las D.C (direct current – mesin las arus searah)
2. mesin las A.C (alternating current – mesin las arus bolak-balik)
Pemasangan kabel skunder, pada mesin las D.C dapat diatur / dibuat menjadi DCSP atau DCRP.
- bila kabel elektroda dihubungkan kekutub negative mesin, dan kabel masa dihubungkan kekutub positif maka disebut hubungan polaritas lurus (D.C.S.P)
Pada hubungan D.C.S.P, panas yang timbul, sepertiga memanaskan elektroda dan dua pertiga memanaskan benda kerja.
Berarti benda kerja menerima panas lebih banyak dari elektroda.
- bila kabel elektroda dihubungkan kekutub positif mesin, dan kabel masa dihubungkan kekutub negative maka disebut hubungan polaritas terbaik (D.C.R.P)
catatan:
DCSP = direct current straight polarity
DCRP = direct current revers polarity
- pada hubungan D.C.R.P, panas yang timbul, dua pertiga memanaskan elektroda dan sepertiga memanaskan benda kerja. Berarti elektroda menerima panas yang lebih banyak dari benda kerja
- kapan dipergunakan D.C.R.P, tersebut?
Ini tergantung pada :
- bahan benda kerja
- posisi pengelasan
- bahan dan salutan elektroda
- penembusan yang diinginkan
Pada mesin las A.C, kabel masa dan kabel elektroda dapat dipertukarkan tanpa mempengaruhi perubahan panas yang timbul pada busur nyala.
Keuntungan-keuntungan pada mesin D.C antara lain:
- busur nyala stabil
- dapat menggunakan elektroda bersalut dan tidak bersalut
- dapat mengelas pelat tipis dalam hubungan DCRP
- dapat dipakai untuk mengelas pada tempat-tempat yang lembab dan sempit
Keuntungan-keuntungan pada mesin A.C, antara lain:
- busur nyala kecil, sehingga memperkecil kemungkinan timbunya keropos pada rigi-rigi las
- perlengkapan dan perawatan lebih murah
Besar arus dalam pengelasan dapat diatur dengan alat penyetel, dengan jalan memutar handle menarik atau menekan, tergantung pada konstruksinya.
Besar ampere yang dihasilkan mesin dapat dilihat pada skala ampere.
A. Penyetelan
Terutama untuk benda-benda yang besar, diperlukan perangkaian yang baik untuk mempermudah penyetelan kampuh. Selain itu kemungkinan perubahan bentuk yang terjadi akibat panas selama pengelasan berlangsung dapat dihindarkan / dikurangi. Untuk itu diperlukan terutama:
- kelem C
- pasak
- baut
- jembatan
- rantai
- dan sebagainya
Dalam memanjang kampuh, benda kerja harus dibiarkan supaya dapat memuai dengan bebas.
Untuk menyetel / mengepas dua ujung plat yang telah dirol, atau plat datar dipergunakan:
- kelem C
- rantai
- pasak
Untuk menyetel sambungan siku dipergunakan kelem siku dan pasak.
Menyetel dengan memakai baut dan kelem datar.
Cara menyetel jarak kampuh (kampuh V terbuka/ V tertutup) dengan memakai baut.
Cara menyetel/meluruskan sambungan dengan memakai pasak. Untuk mengatasi pelentingan pelat.
Untuk menarik benda kerja ke posisi yang diinginkan dengan memakai baut, sebelum maupun selama mengelas.
Cara menekan benda ke posisi yang diinginkan dengan memakai pasak, sebelum maupun selama mengelas.
B. Mengatur Tegangan
Pada mesin las modern, tegangan pengelasan dapat diatur sesuai dengan kebutuhan.
Mesin las umumnya mempunyai tegangan 60 – 80 Volt sebelum terjadi busur nyala. Tegangan ini disebut tegangan terbuka atau tegangan atau tegangan pembakar.
Bila busur nyala telah terjadi (sedang mengelas) maka tegangan turun menjadi 20 – 40 Volt. Ini dinamakan tegangan kerja. Tegangan kerja disesuikan dengan diameter elektroda.
Untuk elektroda: 1,5 – 5,5 mm tegangan kerja 20 – 30 Volt.
Untuk elektroda: 4,5 – 6,4 mm tegangan kerja 30 – 40 Volt.
C. Mengatur Ampere
Arus pengelasan ditentukan oleh: diameter elektroda, tebal bahan, jenis elektroda dan posisi pengelasan.
Pengaturan arus dilakukan dengan memutar handel atau knop.
Arus pengelasan yang dipakai dapat dilihat/ dibaca pada skala arus, yang terdapat pada mesin las.
Perkiraan arus yang dipakai untuk mengelas, dapat dilihat pada table yang tertera pada setiap bungkus elektroda, misalnya sebagai berikut:
diameter (mm) x panjang daerah polaritas arus elektroda (A)
2,6 x 350 45 – 95 Ac atau Dc
1. mesin las D.C (direct current – mesin las arus searah)
2. mesin las A.C (alternating current – mesin las arus bolak-balik)
Pemasangan kabel skunder, pada mesin las D.C dapat diatur / dibuat menjadi DCSP atau DCRP.
- bila kabel elektroda dihubungkan kekutub negative mesin, dan kabel masa dihubungkan kekutub positif maka disebut hubungan polaritas lurus (D.C.S.P)
Pada hubungan D.C.S.P, panas yang timbul, sepertiga memanaskan elektroda dan dua pertiga memanaskan benda kerja.
Berarti benda kerja menerima panas lebih banyak dari elektroda.
- bila kabel elektroda dihubungkan kekutub positif mesin, dan kabel masa dihubungkan kekutub negative maka disebut hubungan polaritas terbaik (D.C.R.P)
catatan:
DCSP = direct current straight polarity
DCRP = direct current revers polarity
- pada hubungan D.C.R.P, panas yang timbul, dua pertiga memanaskan elektroda dan sepertiga memanaskan benda kerja. Berarti elektroda menerima panas yang lebih banyak dari benda kerja
- kapan dipergunakan D.C.R.P, tersebut?
Ini tergantung pada :
- bahan benda kerja
- posisi pengelasan
- bahan dan salutan elektroda
- penembusan yang diinginkan
Pada mesin las A.C, kabel masa dan kabel elektroda dapat dipertukarkan tanpa mempengaruhi perubahan panas yang timbul pada busur nyala.
Keuntungan-keuntungan pada mesin D.C antara lain:
- busur nyala stabil
- dapat menggunakan elektroda bersalut dan tidak bersalut
- dapat mengelas pelat tipis dalam hubungan DCRP
- dapat dipakai untuk mengelas pada tempat-tempat yang lembab dan sempit
Keuntungan-keuntungan pada mesin A.C, antara lain:
- busur nyala kecil, sehingga memperkecil kemungkinan timbunya keropos pada rigi-rigi las
- perlengkapan dan perawatan lebih murah
Besar arus dalam pengelasan dapat diatur dengan alat penyetel, dengan jalan memutar handle menarik atau menekan, tergantung pada konstruksinya.
Besar ampere yang dihasilkan mesin dapat dilihat pada skala ampere.
A. Penyetelan
Terutama untuk benda-benda yang besar, diperlukan perangkaian yang baik untuk mempermudah penyetelan kampuh. Selain itu kemungkinan perubahan bentuk yang terjadi akibat panas selama pengelasan berlangsung dapat dihindarkan / dikurangi. Untuk itu diperlukan terutama:
- kelem C
- pasak
- baut
- jembatan
- rantai
- dan sebagainya
Dalam memanjang kampuh, benda kerja harus dibiarkan supaya dapat memuai dengan bebas.
Untuk menyetel / mengepas dua ujung plat yang telah dirol, atau plat datar dipergunakan:
- kelem C
- rantai
- pasak
Untuk menyetel sambungan siku dipergunakan kelem siku dan pasak.
Menyetel dengan memakai baut dan kelem datar.
Cara menyetel jarak kampuh (kampuh V terbuka/ V tertutup) dengan memakai baut.
Cara menyetel/meluruskan sambungan dengan memakai pasak. Untuk mengatasi pelentingan pelat.
Untuk menarik benda kerja ke posisi yang diinginkan dengan memakai baut, sebelum maupun selama mengelas.
Cara menekan benda ke posisi yang diinginkan dengan memakai pasak, sebelum maupun selama mengelas.
B. Mengatur Tegangan
Pada mesin las modern, tegangan pengelasan dapat diatur sesuai dengan kebutuhan.
Mesin las umumnya mempunyai tegangan 60 – 80 Volt sebelum terjadi busur nyala. Tegangan ini disebut tegangan terbuka atau tegangan atau tegangan pembakar.
Bila busur nyala telah terjadi (sedang mengelas) maka tegangan turun menjadi 20 – 40 Volt. Ini dinamakan tegangan kerja. Tegangan kerja disesuikan dengan diameter elektroda.
Untuk elektroda: 1,5 – 5,5 mm tegangan kerja 20 – 30 Volt.
Untuk elektroda: 4,5 – 6,4 mm tegangan kerja 30 – 40 Volt.
C. Mengatur Ampere
Arus pengelasan ditentukan oleh: diameter elektroda, tebal bahan, jenis elektroda dan posisi pengelasan.
Pengaturan arus dilakukan dengan memutar handel atau knop.
Arus pengelasan yang dipakai dapat dilihat/ dibaca pada skala arus, yang terdapat pada mesin las.
Perkiraan arus yang dipakai untuk mengelas, dapat dilihat pada table yang tertera pada setiap bungkus elektroda, misalnya sebagai berikut:
diameter (mm) x panjang daerah polaritas arus elektroda (A)
2,6 x 350 45 – 95 Ac atau Dc
Jenis-jenis mesin bor menurut macamnya:
1. Mesin
bor meja
2. Mesin
bor lantai
3. Mesin
bor radial
4. Mesin
bor koordinat
5. Mesin
bor tangan
Sedangkan menurut kapasitasnya, mesin bor
digolongkan atas:
1. Diameter
terbesar lobang yang dapat dikerjakan
2. Jarak
gerak poros maksimum turun naik
3. Jarak
poros maksimum dengan meja mesin
4. Jarak
terjauh antara tiang dengan poros mesin
JENIS-JENIS MESIN BOR
1. 1. Mesin Bor Meja
Mesin bor meja adalah mesin bor yang diletakkan
diatas meja. Mesin ini digunakan untuk membuat lobang benda kerja dengan
diameter kecil (terbatas sampai dengan diameter 16 mm). Prinsip kerja mesin bor
meja adalah putaran motor listrik diteruskan ke poros mesin sehingga poros
berputar. Selanjutnya poros berputar yang sekaligus sebagai pemegang mata bor
dapat digerakkan naik turun dengan bantuan roda gigi lurus dan gigi rack yang dapat
mengatur tekanan pemakanan saat pengeboran.
Gambar 1. Mesin Bor Meja
1. 2. Mesin Bor Lantai
Mesin bor lantai adalah mesin bor yang dipasang
pada lantai. Mesin bor lantai disebut juga mesin bor kolom. Jenis lain mesin
bor lantai ini adalah mesin bor yang mejanya disangga dengan batang pendukung.
Mesin bor jenis ini biasanya dirancang untuk pengeboran benda-benda kerja yang
besar dan berat.
Gambar 2. Mesin Bor Lantai
1. 3. Mesin Bor Radial
Mesin bor radial khusus dirancang untuk
pengeboran benda-benda kerja yang besar dan berat. Mesin ini langsung dipasang
pada lantai, sedangkan meja mesin telah terpasang secara permanen pada landasan
atau alas mesin.
Gambar 3. Mesin Bor Radial
1. 4. Mesin Bor Koordinat
Mesin bor koordinat pada dasarnya sama
prinsipnya dengan mesin bor sebelumnya. Perbedaannya terdapat pada sistem
pengaturan posisi pengeboran. Mesin bor koordinat digunakan untuk
membuat/membesarkan lobang dengan jarak titik pusat dan diameter lobang antara
masing-masingnya memiliki ukuran dan ketelitian yang tinggi. Untuk mendapatkan
ukuran ketelitian yang tinggi tersebut digunakan meja kombinasi yang dapat
diatur dalam arah memanjang dan arah melintang dengan bantuan sistem optik.
Ketelitian dan ketepatan ukuran dengan sisitem optik dapat diatur sampai
mencapai toleransi 0,001 mm.
Gambar 4. Mesin Bor Koordinat
PEMEGANG MATA BOR
1. 1. Cekam Bor
Cekam bor digunakan untuk memegang mata bor
bertangkai silindris. Biasanya cekam ini mempunyai 2 atau 3 rahang penjepit.
Ukuran cekam bor ditunjukkan oleh diameter terbesar dari mata bor yang dapat
dijepit..
Gambar 5. Cekam Bor
1. 2. Sarung Pengurung/Sarung Tirus
Mata bor yang bertangkai tirus dapat dipegang
oleh sarung pengurung yang berlobang tirus. Oleh karena tangkai dan sarung
berbentuk tirus, maka pada saat mata bor ditekan, ia akan saling mengunci.
Gambar 6. Sarung Pengurung
Lobang dan tangkai tirus dibuat menurut tirus
morse, yaitu ketrirusan menurut standar internasional.
Tabel 1. Ukuran Tirus
Tabel 1. Ukuran Tirus
|
MORSE
|
DIAMETER
TIRUS TERBESAR
|
|
Morse 1
|
12,20 mm
|
|
Morse 2
|
18,00 mm
|
|
Morse 3
|
24,10 mm
|
|
Morse 4
|
31,60 mm
|
PEMEGANG DAN PENJEPIT
BENDA KERJA
1. 1. Ragum Tangan
Ragum tangan dapat dibuka dan dikunci dengan
kekuatan tangan. Benda kerja yang dapat dijepit oleh ragum tangan harus berukuran
kecil dan terbatas sampai pada diameter ± 6 mm.
Gambar 7. Penjepitan Benda Kerja Dengan Ragum Tangan
1. 2. Ragum Mesin
Benda kerja yang besar tidak dapat dipegang
oleh tangan karena gaya pemotongannya semakin besar, maka digunakan ragum
mesin.
Gambar 8. Penjepitan Benda Kerja Dengan Ragum Mesin
1. 3. Meja Mesin
Penjepitan benda kerja pada meja mesin umumnya
dilakukan apabila benda kerja tidak mungkin di jepit oleh ragum. Teknik
penjepitan benda kerja menggunakan baut pengunci T yang mana baut ini
dimasukkan ke dalam alur meja mesin bor.
Gambar 9. Penjepitan Benda Kerja Dengan
Meja Mesin
1. 4. Tangan
Pemegangan benda kerja dengan tangan dapat
dilakukan untuk benda kerja yang kecil dan panjang serta lobang yang dibuat
tidak dalam dan berdiameter kecil.
MATA BOR
Mata Bor Spiral
Disebut mata bor spiral karena mata bor ini mempunyai alur potong melingkar yang berbentuk spiral sepanjang badan. Mata bor spiral mempunyai dua bagian utama yaitu mata potong dan sudut pemotong.
Mata bor spiral dibuat dari bahan baja karbon, baja campuran, baja kecepatan tinggi dan karbida. Bentuk badan mata bor ini tidak silindris tetapi berbentuk tirus dari ujung sampai batas tangkai dengan kenaikan 0,05 mmsetiap kenaikan panjang 100 mm.
Mata bor spiral terdapat dua macam bentuk tangkai, yaitu tangkai berbentuk silindris dan tangkai yang berbentuk tirus. Alur spiral mempunyai sudut tatal dan dapat mempercepat keluarnya bram selama pengeboran. Mata potong terdiri dari dua buah bibir pemotong. Tebal bor merupakan tulang/punggung yang berbentuk spiral , bagian ini terdapat di kedua alur pemotong. Sisi pemotong terdapat sepanjang alur pemotong dan ini dapat menentukan ukuran bor.
MATA BOR
Mata Bor Spiral
Disebut mata bor spiral karena mata bor ini mempunyai alur potong melingkar yang berbentuk spiral sepanjang badan. Mata bor spiral mempunyai dua bagian utama yaitu mata potong dan sudut pemotong.
Mata bor spiral dibuat dari bahan baja karbon, baja campuran, baja kecepatan tinggi dan karbida. Bentuk badan mata bor ini tidak silindris tetapi berbentuk tirus dari ujung sampai batas tangkai dengan kenaikan 0,05 mmsetiap kenaikan panjang 100 mm.
Mata bor spiral terdapat dua macam bentuk tangkai, yaitu tangkai berbentuk silindris dan tangkai yang berbentuk tirus. Alur spiral mempunyai sudut tatal dan dapat mempercepat keluarnya bram selama pengeboran. Mata potong terdiri dari dua buah bibir pemotong. Tebal bor merupakan tulang/punggung yang berbentuk spiral , bagian ini terdapat di kedua alur pemotong. Sisi pemotong terdapat sepanjang alur pemotong dan ini dapat menentukan ukuran bor.
Gambar 10. Bor Spiral dan Bagian-Bagiannya
Mata Pemotong
Mata potong terdiri dari dua bagian, yaitu bibir pemotong dan sisi pemotong. Bibir pemotong mata bor terdapat dua buah yang terletak antara dua sisi pemotong yang saling berhadapan. Kedua sisi pemotongan ini diasah hingga membentuk sudut yang bervariasi sesuai dengan bahan yang di bor.
Tabel 2. Sudut Mata Bor
Mata potong terdiri dari dua bagian, yaitu bibir pemotong dan sisi pemotong. Bibir pemotong mata bor terdapat dua buah yang terletak antara dua sisi pemotong yang saling berhadapan. Kedua sisi pemotongan ini diasah hingga membentuk sudut yang bervariasi sesuai dengan bahan yang di bor.
Tabel 2. Sudut Mata Bor
|
BESAR
SUDUT
|
BAHAN
|
|
500-800
|
Kuningan, Perunggu
|
|
1180
|
Baja, Besi Tuang, Baja Lunak, Baja Tuang
|
|
1400
|
Baja Keras
|
Sudut Potong
Sudut potong mata bor terdapat empat macam, yaitu:
- Sudut Bebas (a)
- Sudut Mata Potong (b)
- Sudut Tatal (γ)
- Sudut Pemotongan (δ)
Gambar 11. Sudut Potong
Ujung mata pemotong harus selalu tajam.
Pusat/ujung bibir pemotong yang tidak sentris saat pengasahan mata bor
menghasilkan beban yang tidak sama terhadap bor. Akibatnya lobang yang
terbentuk tidak tepat, bergeser/menyimpang posisinya dari senter yang
ditentukan.
PRINSIP PENGEBORAN
Berdasarkan pekerjaan yang dilakukan, maka mesin bor dapat berfungsi untuk membuat lobang silindris dan bertingkat, membesarkan lobang, memcemper lobang dan mengetap.
Pekerjaan yang banyak menuntut ketelitian yang tinggi pada pengeboran adalah pada saat menempatkan mata bor pada posisi yang tepat di titik senter.
KECEPATAN POTONG PENGEBORAN
Kecepatan potong ditentukan dalam satuan panjang yang dihitung berdasarkan putaran mesin per menit. Atau secara defenitif dapat dikatakan bahwa kecepatan potong adalah panjangnya bram yang terpotong per satuan waktu.
Setiap jenis logam mempunyai harga kecepatan potong tertentu dan berbeda-beda. Dalam pengeboran putaran mesin perlu disesuaikan dengan kecepatan potong logam. Bila kecepatan potongnya tidak tepat, mata bor cepat panas dan akibatnya mata bor cepat tumpul atau bisa patah.
Kecepatan potong ditentukan oleh:
PRINSIP PENGEBORAN
Berdasarkan pekerjaan yang dilakukan, maka mesin bor dapat berfungsi untuk membuat lobang silindris dan bertingkat, membesarkan lobang, memcemper lobang dan mengetap.
Pekerjaan yang banyak menuntut ketelitian yang tinggi pada pengeboran adalah pada saat menempatkan mata bor pada posisi yang tepat di titik senter.
KECEPATAN POTONG PENGEBORAN
Kecepatan potong ditentukan dalam satuan panjang yang dihitung berdasarkan putaran mesin per menit. Atau secara defenitif dapat dikatakan bahwa kecepatan potong adalah panjangnya bram yang terpotong per satuan waktu.
Setiap jenis logam mempunyai harga kecepatan potong tertentu dan berbeda-beda. Dalam pengeboran putaran mesin perlu disesuaikan dengan kecepatan potong logam. Bila kecepatan potongnya tidak tepat, mata bor cepat panas dan akibatnya mata bor cepat tumpul atau bisa patah.
Kecepatan potong ditentukan oleh:
|
- Jenis bahan
yang akan dibor - Jenis bahan
mata bor
- Kualitas lobang yang diinginkan |
- Efesiensi pendinginan
- Cara/teknik pengeboran
- Kapasitas mesin bor |
Tabel 3. Harga Kecepatan Mata Bor Dari Bahan HSS
|
BAHAN
|
KECEPATAN
POTONG (m/menit)
|
|
Alumunium Campuran Kuningan Campuran
Perunggu Tegangan Tinggi Besi Tuang Lunak Besi Tuang Menengah Besi Tuang Keras Tembaga Baja Karbon Rendah Baja Karbon Sedang Baja Karbon Tinggi Baja Perkakas Baja Campuran |
60 – 100
30 – 100
25 – 30
30 – 50
25 – 30
10 – 20
20 – 30
30 – 50
20 – 30
15 – 20
10 – 30
15 – 25
|
Untuk mendapatkan putara mesin bor per menit
ditentukan berdasarkan keliling mata bor dalam satuan panjang . Kemudian
kecepatan potong dalam meter per menit dirubah menjadi milimeter per menit
dengan perkalian 1000. akhirnya akan diperoleh kecepatan potong pengeboran
dalam harga milimeter per menit.
Dalam satu putaran penuh, bibir mata bor (Pe) akan menjalani jarak sepanjang garis lingkaran (U). Oleh karena itu, maka
Dalam satu putaran penuh, bibir mata bor (Pe) akan menjalani jarak sepanjang garis lingkaran (U). Oleh karena itu, maka
Dimana:
U = Keliling bibir mata potong bor
D = Diameter mata bor
p = 3.14
Jarak keliling pemotongan mata bor tergantung pada diameter mata bor.
U = Keliling bibir mata potong bor
D = Diameter mata bor
p = 3.14
Jarak keliling pemotongan mata bor tergantung pada diameter mata bor.
Gambar 12. Hubungan Diameter Mata Bor dan Keliling Mata Bor
Waktu pemotongan juga menentukan kecepatan
pemotongan. Oleh karena itu jarak yang ditempuh oleh bibir pemotong mata bor
harus sesuai dengan kecepatan putar mata bor. Berdasarkan hal tersebut maka
jarak keliling bibir pemotongan mata bor (U) selama n putaran per menit dapat
dihitung dengan rumus:
U = p x d x n
Dimana:
U = keliling bibir potong mata bor
D = Diameter mata bor
N = putaran mata bor per menit
Biasanya kecepatan potong dilambangkan dengan huruf V dalam satuan meter per menit. Jarak keliling yang ditempuh mata bor adalah sama dengan jarak atau panjangnya bram yang terpotong dalam satuan panjang per satuan waktu.
Berdasarkan hal tersebut maka jarak keliling yang ditempuh mata potong bor (U) sama dengan panjangnya bram terpotong dalam satuan meter per menit. Berarti kecepatan potong sama dengan jarak keliling pemotongan mata bor. Maka:
U = keliling bibir potong mata bor
D = Diameter mata bor
N = putaran mata bor per menit
Biasanya kecepatan potong dilambangkan dengan huruf V dalam satuan meter per menit. Jarak keliling yang ditempuh mata bor adalah sama dengan jarak atau panjangnya bram yang terpotong dalam satuan panjang per satuan waktu.
Berdasarkan hal tersebut maka jarak keliling yang ditempuh mata potong bor (U) sama dengan panjangnya bram terpotong dalam satuan meter per menit. Berarti kecepatan potong sama dengan jarak keliling pemotongan mata bor. Maka:
|
Berdasarkan rumus diatas selanjutnya putaran
mata bor dalam satu menit adalah
PEMAKANAN PENGEBORAN
Pemakanan adalah jarak perpindahan mata potong bor ke dalam lobang/benda kerja dalam satu kali putaran mata bor. Besarnya pemakanan dalam pengeboran dipilih berdasarkan jarak pergeseran mata bor dalam satu putaran, sesuai dengan yang diinginkan.
Pemakanan juga tergantung pada bahan yang akan dibor, kualitas lobang yang dibuat, kekuatan mesin yang ditentukan berdasarkan diameter mata bor.
Tabel 4. Besarnya Pemakanan Berdasarkan Diameter Mata Bor
Pemakanan adalah jarak perpindahan mata potong bor ke dalam lobang/benda kerja dalam satu kali putaran mata bor. Besarnya pemakanan dalam pengeboran dipilih berdasarkan jarak pergeseran mata bor dalam satu putaran, sesuai dengan yang diinginkan.
Pemakanan juga tergantung pada bahan yang akan dibor, kualitas lobang yang dibuat, kekuatan mesin yang ditentukan berdasarkan diameter mata bor.
Tabel 4. Besarnya Pemakanan Berdasarkan Diameter Mata Bor
|
Diameter
Mata Bor (mm)
|
Besarnya
Pemakanan Dalam Satu
Kali
Putaran (mm)
|
|
- 3
3 – 6
6 – 12
12 – 25
25 – dan seterusnya
|
0.025 – 0.050
0.050 – 0.100
0.100 – 0.175
0.175 – 0.375
0.375 – 0.675
|
Evaluasi.
1. Sebutkan
defenisi mesin bor!
2. Sebutkan
fungsi mesin bor!
3. Sebutkan
jenis-jenis mesin bor!
4. Sebutkan
kapasitas mesin bor!
5. Sebutkan
pemegang mata bor!
6. Sebutkan
pemegang dan penjepit benda kerja!
7. Sebutkan
jenis-jenis mata bor!
8. Sebutkan
prinsip pengeboran!
9. Sebutkan
kecepatan potong pengeboran!
10. Sebutkan
pemakanan pengeboran!
Pengertian mesin CNC
CNC singkatan dari Computer Numerically
Controlled, ) bermuladari 1952 yang dikembangkan oleh John
Angkatan Udara Amerika Serikat.
CNC merupakan mesin perkakas yang dilengkapi dengan
sistem mekanik dan kontrol berbasis komputer yang mampu membaca instruksi kode
N, G, F, T, dan lain-lain, dimana kode-kode tersebut akan menginstruksikan ke
mesin CNC agar bekerja sesuai dengan program benda kerja yang akan dibuat.
Secara umum cara kerja mesin perkakas CNC tidak berbeda dengan mesin perkakas
konvensional. Fungsi CNC dalam hal ini lebih banyak menggantikan pekerjaan
operator dalam mesin perkakas konvensional. Misalnya pekerjaan setting
toolatau mengatur gerakan pahat sampai pada posisi siap memotong, gerakan
pemotongan dan gerakan kembali keposisi awal, dan lain-lain. Demikian pula
dengan pengaturan kondisi pemotongan (kecepatan potong, kecepatan makan dan
kedalaman pemotongan) serta fungsi pengaturan yang lain seperti penggantian
pahat, pengubahan transmisi daya (jumlah putaran poros utama), dan arah putaran
poros utama, pengekleman, pengaturan cairan pendingin dan sebagainya.
Mesin perkakas CNC dilengkapi dengan berbagai alat potong
yang dapat membuat benda kerja secara presisi dan dapat melakukan interpolasi
yang diarahkan secara numerik (berdasarkan angka). Parameter sistem operasi CNC
dapat diubah melalui program perangkat lunak (software load program) yang
sesuai. Tingkat ketelitian
Jenis Mesin CNC
Di industri menengah dan besar, akan banyak
dijumpai penggunaan mesin CNC dalam mendukung proses produksi.
Secara garis besar, mesin CNC dibagi dalam 2 (dua) macam,
yaitu :
a. Mesin bubut CNC
b. Mesin frais CNC
Cara Mengoparasikan Mesin CNC
Secara umum, cara mengoperasikan mesin CNC dengan cara
memasukkan perintah numeric melalaui tombol-tombol yang tersedia
pada panel instrument dan dapat dilakukan dengan dua macam cara,
yaitu :
a. Sistem Absolut
Pada sistem ini titik awal penempatan alat potong yang
digunakan sebagai acuan adalah menetapkan titik referensi yang berlaku tetap
selama proses operasi mesin berlangsung. Untuk mesin bubut, titik
referensinya diletakkan pada sumbu (pusat) benda kerja yang akan
dikerjakan pada bagian ujung. Sedangkan pada mesin frais, titik
referensinya diletakkan pada pertemuan antara dua sisi pada
benda kerja yang akan dikerjakan.
b. Sistem Incremental
Pada system ini titik awal penempatan yang digunakan
sebagai acuan adalah selalu berpindah sesuai dengan titik actual yang
dinyatakan terakhir. Untuk mesin bubut maupun mesin frais diberlakukan cara
yang sama. Setiap kali suatu gerakan pada proses pengerjaan benda kerja
berakhir, maka titik akhir dari gerakan alat potong itu dianggap
sebagai titik awal gerakan alat potong pada tahap berikutnya.
Panel pengendali mesin CNC
INFORMASINYA MANTAB, SANGAT BERGUNA BAGI ORANG AWAM YANG PUNYA HOBBY TEKHNIK.
BalasHapusGOOD JOB BROOO.....